



















































































































































企業(yè)動態(tài)2024-12-27
絲錐是加工各種中,、小尺寸內(nèi)螺紋的刀具,它結(jié)構(gòu)簡單,,使用方便,,既可手工操作,也可以在機床上工作,,在生產(chǎn)中應(yīng)用得非常廣泛,。攻絲的相關(guān)知識有哪些呢?本文總結(jié)很全面,。
01,、什么是攻絲
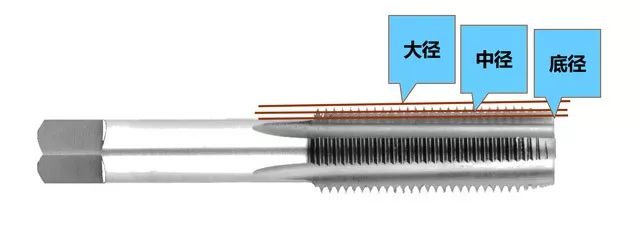
(4)螺紋的公稱直徑:除管螺紋以通管的內(nèi)徑(英寸單位)為公稱直徑外,其他螺紋的公稱直徑,,均以螺紋的大徑為公稱直徑(公制單位),。
04,、絲錐的形狀
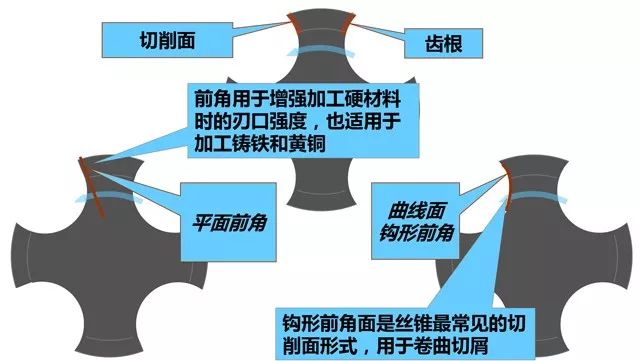
(1)絲錐切削面的類型



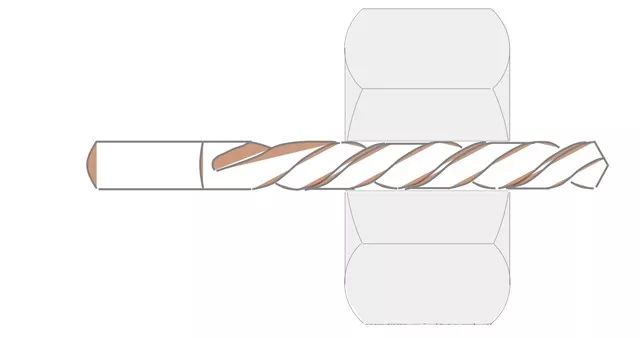



01,、什么是攻絲
攻絲是用絲錐在工件的孔內(nèi)部切削出內(nèi)螺紋。
(1)決定絲錐性能的因素包括:
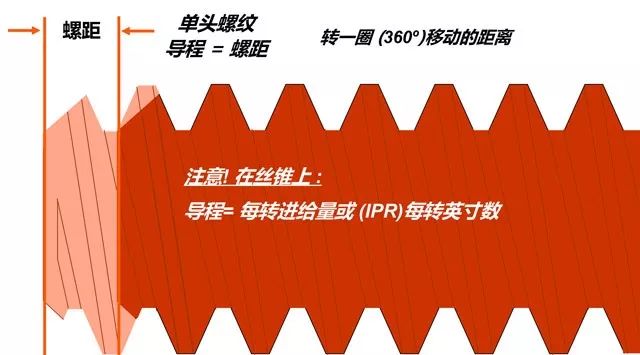
(2)螺距:螺紋上相鄰兩牙在中徑線上對應(yīng)兩點間的軸向距離,。
- 工件材料
- 切削速度
- 切削刃材料
- 刀柄
- 絲錐形式
- 孔的尺寸
- 攻絲刀柄
- 切削液
- 孔深
(2)螺距:螺紋上相鄰兩牙在中徑線上對應(yīng)兩點間的軸向距離,。
(3)導(dǎo)程:同一螺旋線上相鄰兩牙對應(yīng)點的軸向距離,。用代號S表示,。
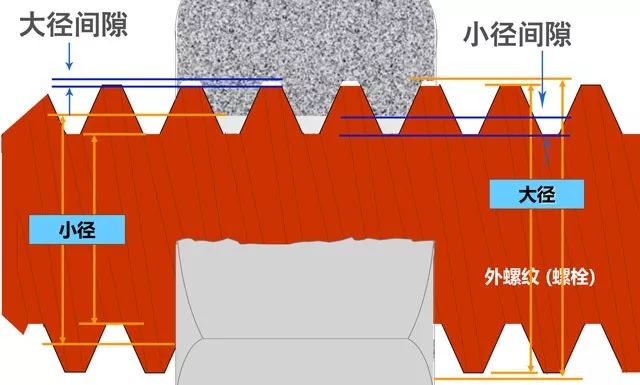
(4)螺紋的公稱直徑:除管螺紋以通管的內(nèi)徑(英寸單位)為公稱直徑外,其他螺紋的公稱直徑,,均以螺紋的大徑為公稱直徑(公制單位),。
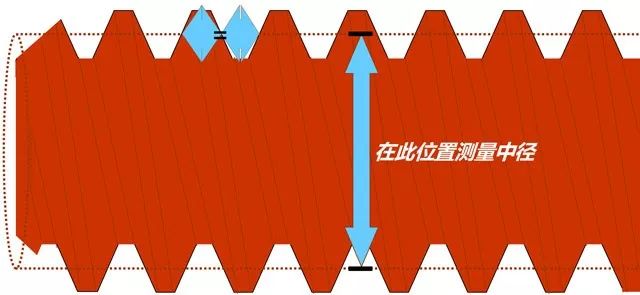
(5)螺紋中徑:中徑最為重要,因為它控制所有螺紋組裝的配合與強度,。中徑在節(jié)線上,,這一位置的齒寬與相鄰齒槽寬度一致。
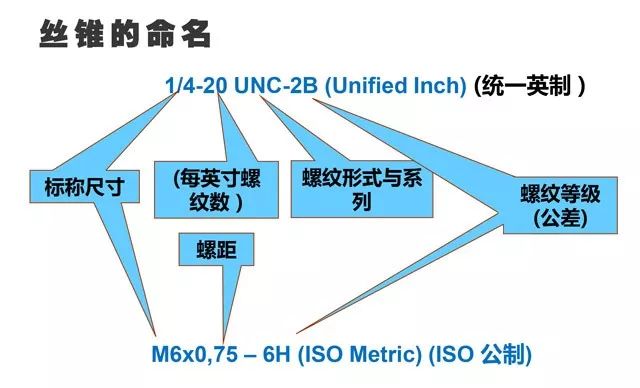
02,、螺紋的命名
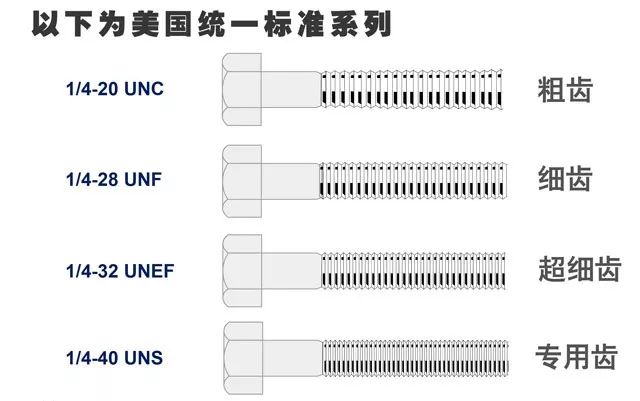
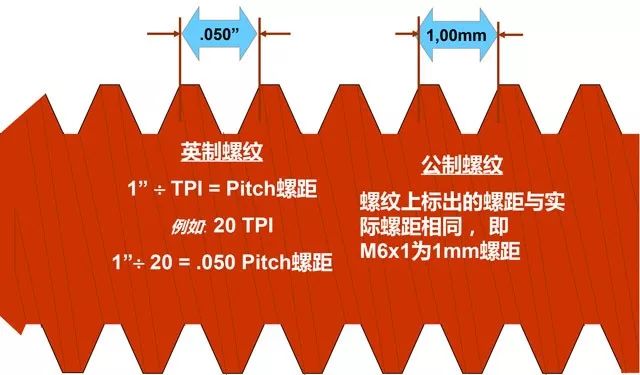
英制螺紋:英制螺紋是螺紋尺寸用英制標注,,是美國、英國與加拿大根據(jù)統(tǒng)一的體系開發(fā)的,。
英制螺紋:英制螺紋是螺紋尺寸用英制標注,,是美國、英國與加拿大根據(jù)統(tǒng)一的體系開發(fā)的,。
公制螺紋 :根據(jù)ISO(國際標準化組織)系統(tǒng)開發(fā)的,,是全球公制螺紋的標準。
03,、設(shè)計高性能攻絲加工
(1)完美應(yīng)用
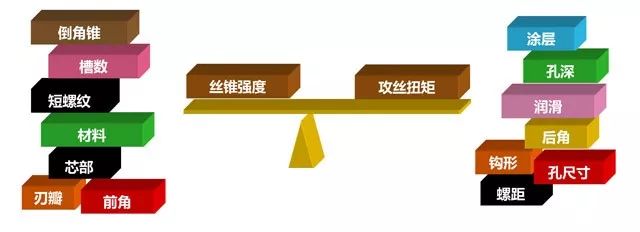
攻絲過程需要考慮的因素有:工件設(shè)計,、絲錐設(shè)計、應(yīng)用,。其目標是降低切削力,,同時絲錐強度達到最大。
(2)平衡各種選項: 必須兼顧應(yīng)用的方方面面
(1)完美應(yīng)用
攻絲過程需要考慮的因素有:工件設(shè)計,、絲錐設(shè)計、應(yīng)用,。其目標是降低切削力,,同時絲錐強度達到最大。
(2)平衡各種選項: 必須兼顧應(yīng)用的方方面面
(3)絲錐設(shè)計要點
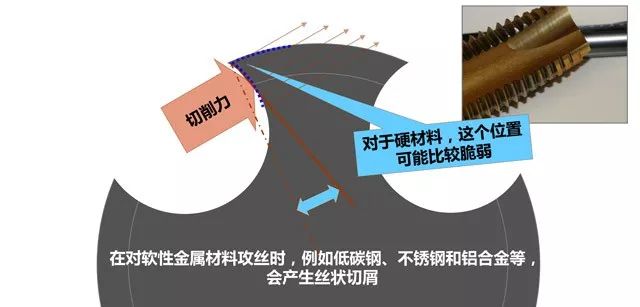
1)對于形成長屑的較軟的粘性材料
(4)絲錐設(shè)計需考慮的因素:絲錐槽型,、刀具材料、表面強化處理,。這些設(shè)計特點必須保持平衡,,才能提供適當?shù)那邢鳎行伎刂?,潤滑和扭轉(zhuǎn)強度,。
*注:攻絲中絲錐必須做什么動作,而其它刀具不需要,?
必須在切削中途停止并反轉(zhuǎn)出孔,,而切削依然留在溝槽中。這就給金屬加工中的攻絲和絲錐的設(shè)計帶來一個最大的挑戰(zhàn),。
1)對于形成長屑的較軟的粘性材料
- 絲錐結(jié)構(gòu)簡單
- 前角和鉤形角度較大
- 后角和避空較大
- 自由切削
- 易于崩刃
- 絲錐整體較脆弱
- 容屑空間大
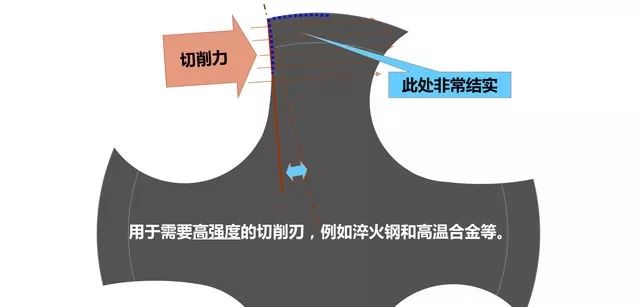
2)對于硬性材料
- 絲錐具有重載結(jié)構(gòu)
- 前角和鉤形角度小
- 鏟背和后角小
- 切削壓力較高
- 刃口設(shè)計粗壯,,減少崩刃
- 橫截面大
- 容屑空間有限
(4)絲錐設(shè)計需考慮的因素:絲錐槽型,、刀具材料、表面強化處理,。這些設(shè)計特點必須保持平衡,,才能提供適當?shù)那邢鳎行伎刂?,潤滑和扭轉(zhuǎn)強度,。
*注:攻絲中絲錐必須做什么動作,而其它刀具不需要,?
必須在切削中途停止并反轉(zhuǎn)出孔,,而切削依然留在溝槽中。這就給金屬加工中的攻絲和絲錐的設(shè)計帶來一個最大的挑戰(zhàn),。
04,、絲錐的形狀
(1)絲錐切削面的類型
①正確選用絲錐正向鉤形絲錐
②正確選用絲錐小的或負向鉤形角絲錐
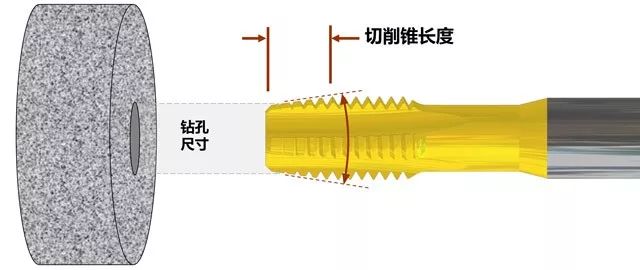
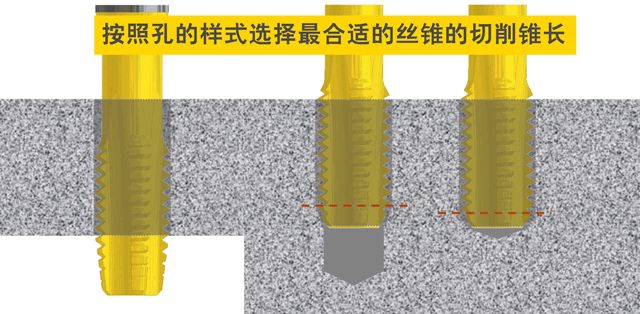
(2)絲錐切削錐
每增加一個切削錐齒,絲錐使用壽命都會按指數(shù)延長,。測試表明每加半個切削齒螺紋,, 刀具使用壽命就會加倍。與其他刀具不同,, 絲錐切屑荷載只能隨著排屑槽數(shù)量和切削錐長度改變而改變,。
(3)倒錐:與其他所有的刀具類似,,絲錐也略有倒錐。
(3)倒錐:與其他所有的刀具類似,,絲錐也略有倒錐。
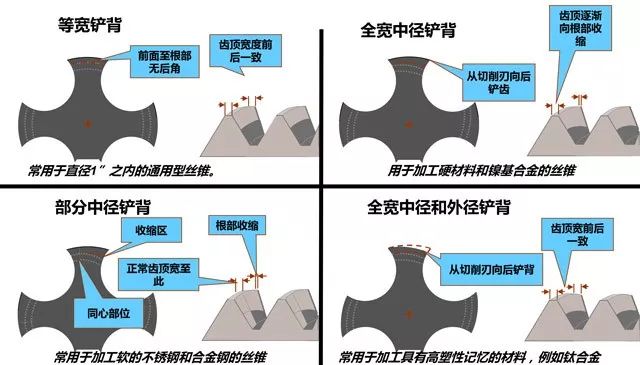
(4)螺紋鏟背
螺紋鏟背的優(yōu)點有:
(5)絲錐公差
每個絲錐都有專用的中徑尺寸,。
標有 H 或 D 公差的絲錐 ( 主要是美國的絲錐 )
絲錐往往標有螺紋等級
- 切削輕快,,熱量積聚少
- 絲錐上纏繞,,粘結(jié)的材料少(粘屑,積屑瘤少)
- 可采用較高的攻絲速度
- 補償工件材料的塑性變形
- 切削刃變脆,,易于崩刃
- 主軸和裝夾(包括浮動刀柄)剛性不足是會使螺紋超差
- 在反轉(zhuǎn)時非常細小的切屑可能會嵌入使切削刃崩刃
(5)絲錐公差
每個絲錐都有專用的中徑尺寸,。
標有 H 或 D 公差的絲錐 ( 主要是美國的絲錐 )
- H/D 公差表示絲錐的螺紋尺寸。
- 字母表明絲錐的尺寸大于或高于基本中徑 (“H”=英制 , “D” =公制 ),, 還是低于基本中徑 (“L”=英制 , "DU"= 公制 ),。
- 實際絲錐尺寸數(shù)字與基本中徑有關(guān),如:H2,,D3,,L1,或 DU2每個絲錐都有專用的中徑尺寸,!
絲錐往往標有螺紋等級
- 通用 HP 絲錐系列
- 標明絲錐是符合部件配合等級的正確尺寸
- 3B級絲錐適用于 2B 級部件
- 標有 “ X” 的絲錐等級表明其公差較大,,用于精密絲錐,電鍍或熱處理部件,,或用于接近(彈性記憶)的材料 ,。
- 對于內(nèi)螺紋,您必須選擇較大公差等級的絲錐
- 較大的中徑會使螺紋尺寸稍微大一些
- 電鍍以后的增大量又會使螺紋尺寸回到規(guī)定值
05,、絲錐的切削處理
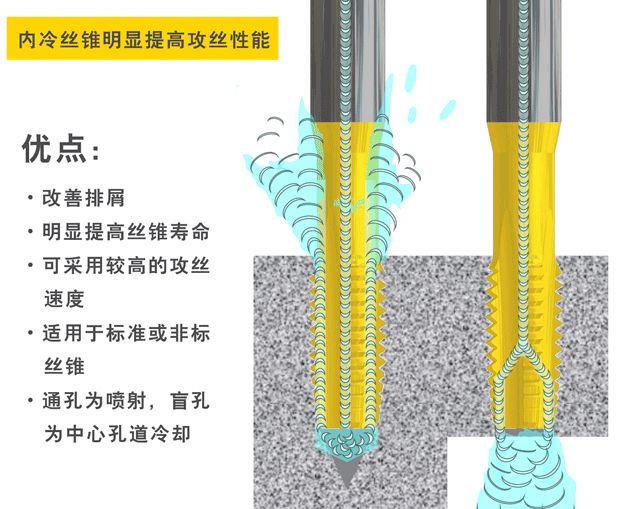
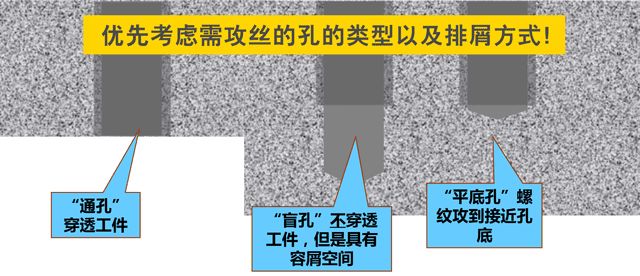
(1)孔的類型和切屑處理
(1)孔的類型和切屑處理
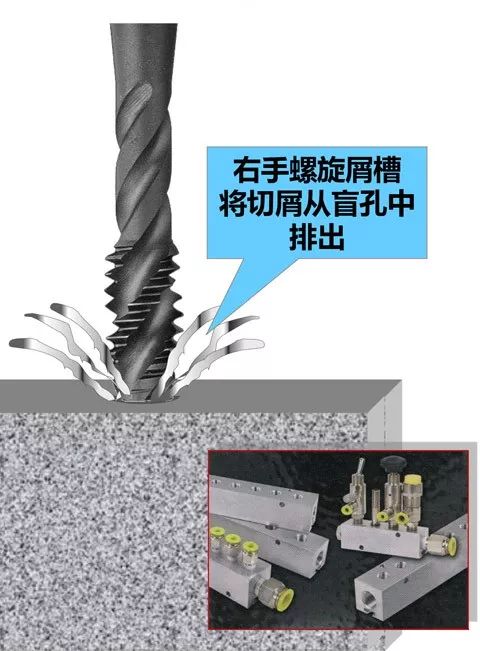
(2)擠出切削,,螺旋排屑槽絲錐
- 最適合用于盲孔和深孔加工
- 推薦用于產(chǎn)生粘連切屑的材料
- 非常適合用于斷續(xù)切削
(3)拉出切削
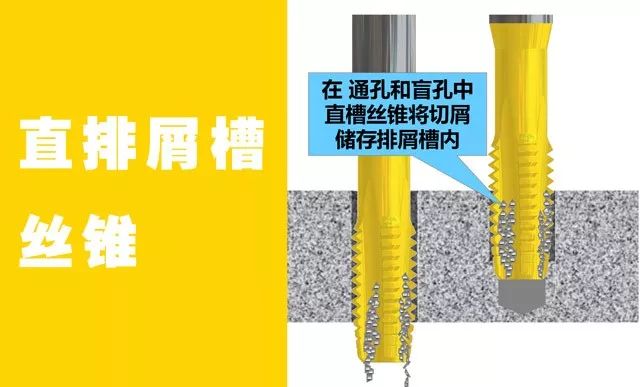
(4)直排屑槽絲錐
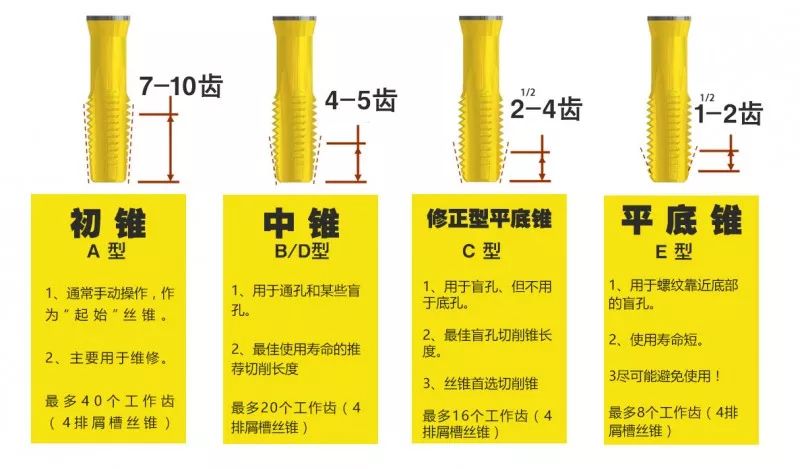
– Taper (Form A)“A” – 初錐
– Plug (Forms B & D)“B/D” – 中錐
– (Form C) “C” – 半平底或修正平底
– (Form E) “E”– 平底
- 強度最大的絲錐
- 推薦用于易斷屑的材料,如黃銅和鑄鐵或硬化鋼
- 通常需要冷卻液或氣體 沖洗排屑槽中的切屑
- 可以具有多種切削錐形式
– Taper (Form A)“A” – 初錐
– Plug (Forms B & D)“B/D” – 中錐
– (Form C) “C” – 半平底或修正平底
– (Form E) “E”– 平底
(5)擠壓絲錐:其加工特點是,,無論在通孔還是盲孔中都不產(chǎn)生切屑,。
(6)切削絲錐與擠壓絲錐對比
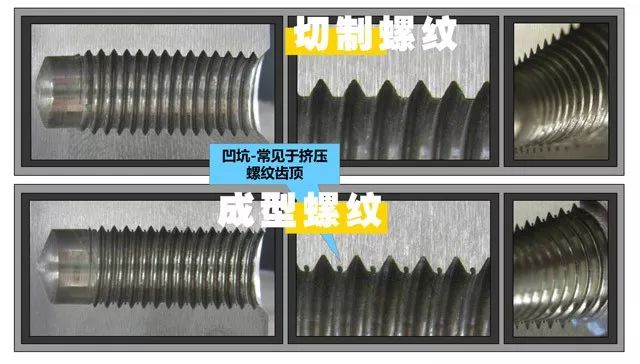
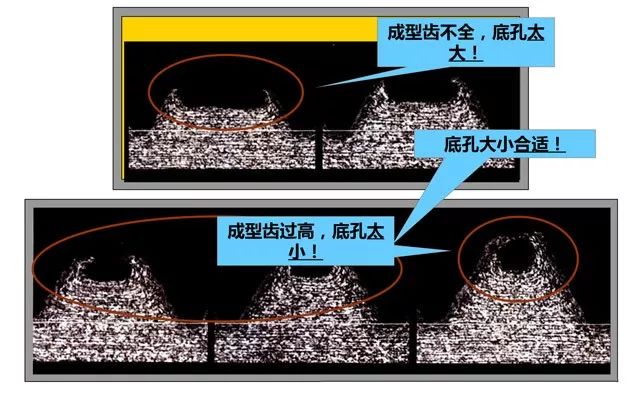
(7)底孔尺寸對擠壓螺紋的影響
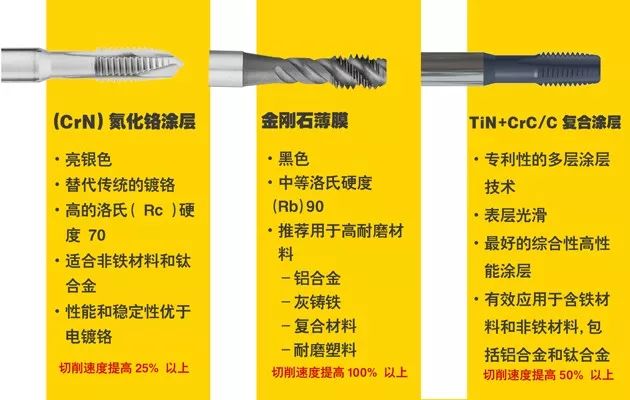
06、絲錐的涂層
(1)涂層的優(yōu)點
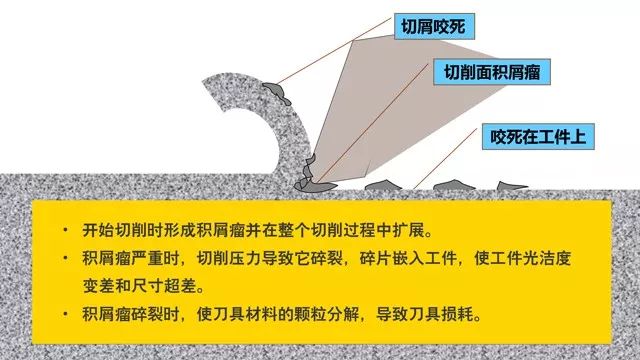
①表面處理
工件材料熔焊或咬死在切屑刃上的積留物,。
(1)涂層的優(yōu)點
①表面處理
- 改進HSS絲錐的外觀
- 不會改變絲錐的尺寸
- 耐磨性高
- 減少摩擦和功耗
- 減少崩刃和折斷
- 表面硬度少許提高
- 切削刃保持鋒利
- 具有潤滑作用
- 降低負荷和擦傷
- 積屑瘤最少
工件材料熔焊或咬死在切屑刃上的積留物,。
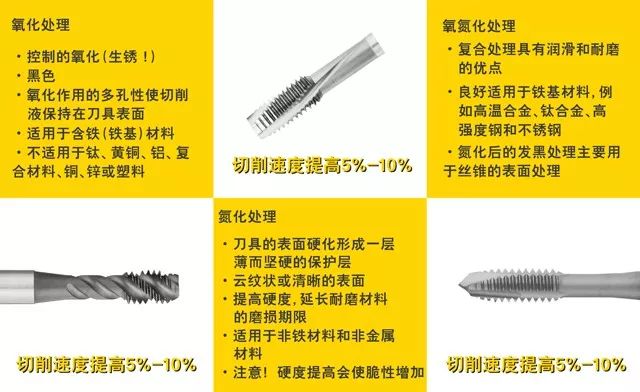
(3)傳統(tǒng)的表面處理
(4)薄膜涂層
07、攻絲加工的成功訣竅
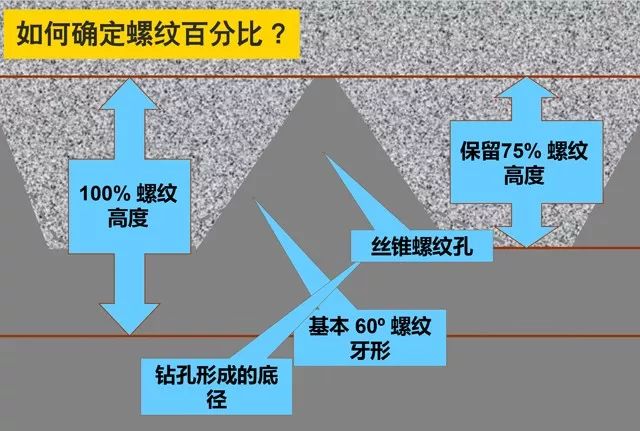
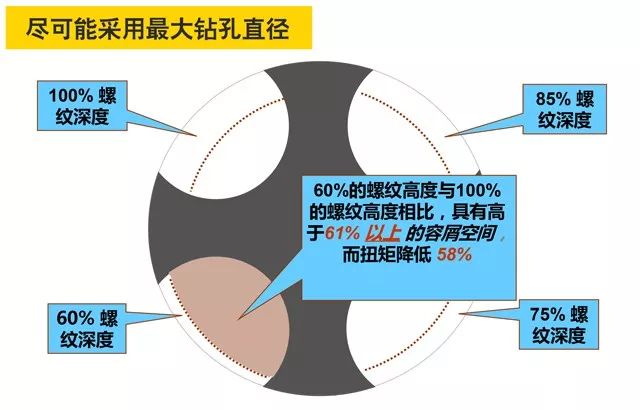
(1)確定螺紋百分比
(1)確定螺紋百分比
鉆頭鉆孔尺寸確定了螺紋底徑與螺紋高度的百分比,,你使用的鉆頭直徑越大,,達到的螺紋高度比越小 !
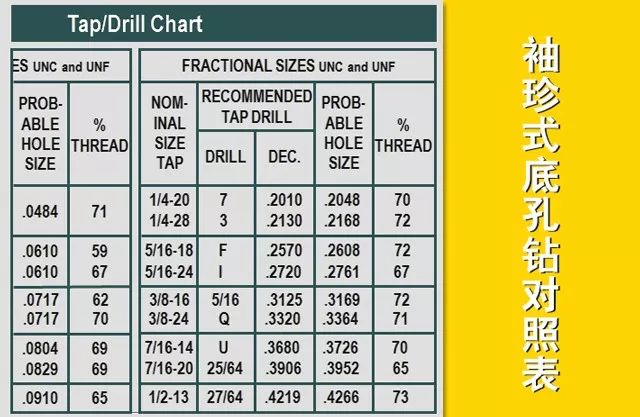
(2)底孔尺寸的選擇
一般首選螺紋高度的65% 到70% !
83%高度的螺紋僅比65%高度的螺紋強度大2%,但是攻絲扭矩超過其兩倍,!
一般首選螺紋高度的65% 到70% !
83%高度的螺紋僅比65%高度的螺紋強度大2%,但是攻絲扭矩超過其兩倍,!
(3)常見問題
①產(chǎn)生削頂?shù)脑?br/>
手動攻絲
手動攻絲
– 手動進給不協(xié)調(diào),,進給太快或太慢
機床攻絲
– 非同步攻絲循環(huán)編程不當
絲杠機床
– 絲杠磨損或絲杠調(diào)整螺母松動產(chǎn)生背隙
凸輪進給機床
– 凸輪廓形不對或磨損
采用氣動或液壓的機床
– 不可控,,壓力太高或太低
齒輪進給機床
– 齒輪調(diào)整不當或磨損產(chǎn)生背隙
②解決削頂問題
對于最精密的螺紋,進給應(yīng)與主軸轉(zhuǎn)速同步,!進給量和主軸旋轉(zhuǎn)必須與螺紋螺距相匹配,。
(6)CNC機床同步攻絲的優(yōu)點
機床攻絲
– 非同步攻絲循環(huán)編程不當
絲杠機床
– 絲杠磨損或絲杠調(diào)整螺母松動產(chǎn)生背隙
凸輪進給機床
– 凸輪廓形不對或磨損
采用氣動或液壓的機床
– 不可控,,壓力太高或太低
齒輪進給機床
– 齒輪調(diào)整不當或磨損產(chǎn)生背隙
②解決削頂問題
對于最精密的螺紋,進給應(yīng)與主軸轉(zhuǎn)速同步,!進給量和主軸旋轉(zhuǎn)必須與螺紋螺距相匹配,。
(6)CNC機床同步攻絲的優(yōu)點
- 螺紋深度控制
- 孔到孔尺寸一致
- 消除削頂
- 必要時可以復(fù)攻
(7)刀柄的選擇

用于非同步攻絲
– 具有固定攻絲循環(huán)的采用鉆進給的CNC機床
– 凸輪,齒輪,,氣動,,或液壓進給機構(gòu)
用于同步攻絲
– 遇到尺寸過大/尺寸過小螺紋時
– 具有固定攻絲循環(huán)的采用鉆進給的CNC機床
– 凸輪,齒輪,,氣動,,或液壓進給機構(gòu)
用于同步攻絲
– 遇到尺寸過大/尺寸過小螺紋時
(8)刀柄維護
適當?shù)牡侗S護可以確保加工高質(zhì)量螺紋,和絲錐的使用壽命,。
08,、故障排出
(1)螺紋過大
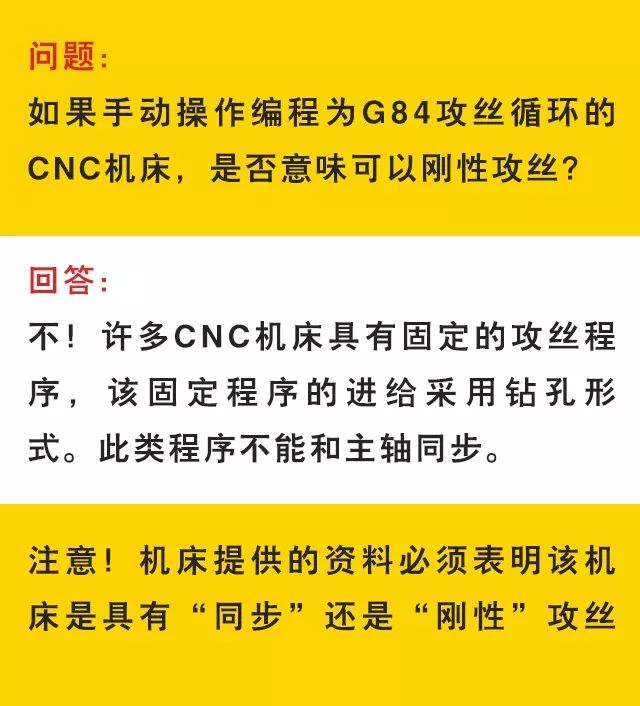
攻絲數(shù)控設(shè)置
在無剛性攻絲循環(huán)的數(shù)控機床攻絲時:
適當?shù)牡侗S護可以確保加工高質(zhì)量螺紋,和絲錐的使用壽命,。
- 內(nèi)部機構(gòu)不應(yīng)該有切屑和碎片
- 經(jīng)常潤滑確保部件靈活移動,,防止生銹
- 經(jīng)常測試刀柄,尤其是使用水溶性冷卻液時
08,、故障排出
(1)螺紋過大
攻絲數(shù)控設(shè)置
在無剛性攻絲循環(huán)的數(shù)控機床攻絲時:
- 編程進給量至絲錐倒程的95 - 98%
- 使用僅有伸長的刀柄或帶壓縮鎖定的伸縮刀柄
- 絲錐導(dǎo)程編程為進給量 100%
- 使用整體刀柄或同步刀柄
- 重新編程 ,,遵照“非剛性”程序
- 考慮使用快速更換接頭??梢杂凶钚 案印?/li>
(2)切屑纏繞

更改絲錐形式
→直槽
→較小的螺旋角
→直槽
→較小的螺旋角
- 縮短切削錐
- 更改前角形狀
- 增加槽數(shù)
- 改變速度
- 鉤形較小的
- 如是剛性攻絲,,增加啄鉆循環(huán)
- 考慮擠壓絲錐
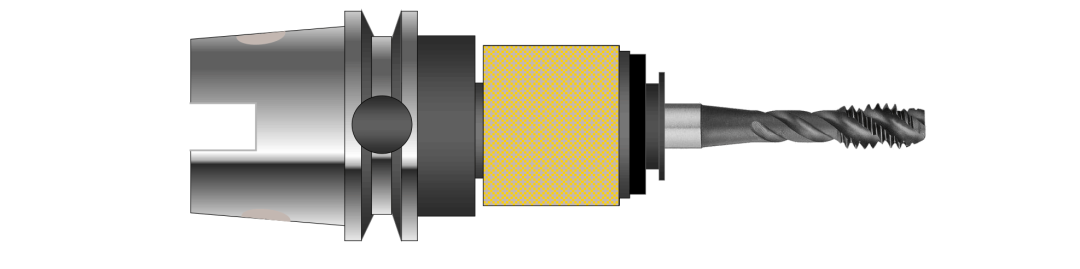
(3)潤滑選擇
對于攻絲而言,潤滑的目的是減少摩擦,。因此,,一般地,攻絲使用的是潤滑劑,,而非冷卻液,;如果是冷卻液,則要增加 EP (超高壓) 或HP (高壓) 添加劑,。
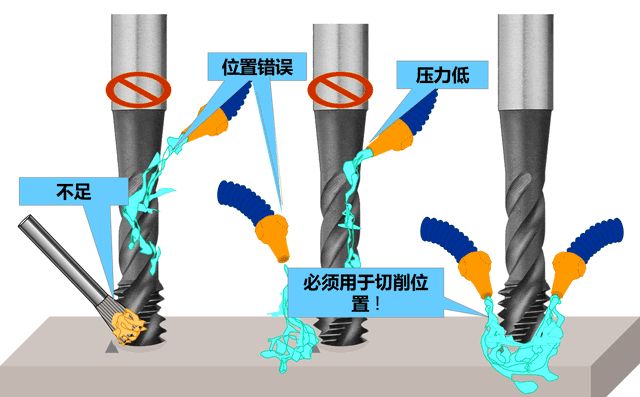
絲錐有固定的大量進給量,,由絲錐齒距控制,鉆進給量可以調(diào)至控制荷載,。
對于攻絲而言,潤滑的目的是減少摩擦,。因此,,一般地,攻絲使用的是潤滑劑,,而非冷卻液,;如果是冷卻液,則要增加 EP (超高壓) 或HP (高壓) 添加劑,。
絲錐有固定的大量進給量,,由絲錐齒距控制,鉆進給量可以調(diào)至控制荷載,。
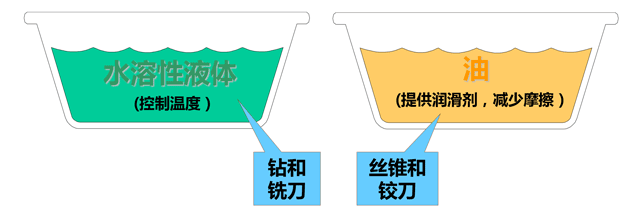
(4)冷卻液應(yīng)用
09,、絲錐選擇基礎(chǔ)
在選擇絲錐之前,我們需要了解:
在選擇絲錐之前,我們需要了解:
- 孔的類型,,通孔,,盲孔還是深孔
- 最小鉆孔深度
- 要求的最短螺紋深度
- 是否考慮采用擠壓絲錐
- 攻絲的工件材料
?






