



















































































































































企業(yè)動(dòng)態(tài)2024-12-27
各種槽是機(jī)械零件上常見(jiàn)到的結(jié)構(gòu)形狀。通常有圓柱體內(nèi)外表面上的環(huán)槽,、密封圈槽,、帶倒角的斜 槽、成形槽,、各種標(biāo)準(zhǔn)的螺紋槽,、內(nèi)外圓柱體端 面上的槽;圓柱面上和孔內(nèi)與軸線平行的鍵槽,、花鍵槽,、 齒槽以及平面上的多種形狀的槽等等。
一般回轉(zhuǎn)體表面上 的各類槽,,常用車削的方法加工,,也可以用銑和插補(bǔ)銑削的方法(Milling by circular interpolation),即使銑刀一面自轉(zhuǎn)一面公轉(zhuǎn),。銑螺紋槽時(shí),,再加上軸向進(jìn)給。外圓柱面上 的與軸心線平行的各種槽與平面上的各種槽可用銑削等方法加工,,與軸心方向平行孔內(nèi)的鍵槽,、花鍵槽、多邊形孔槽用插削,、拉削推削等方法加工,。“槽”看起來(lái)形狀很簡(jiǎn)單,但實(shí)際加工時(shí)仍有它的特殊性和困難性,。
槽加工的特殊性和困難性是:①它通常是用刀具的一個(gè) 主刀刃和兩側(cè)的副刀刃同時(shí)進(jìn)行三面切削,,被加工材料塑性變形復(fù)雜,摩擦阻力大,,因此加工速度和進(jìn)給量受限制,,切削厚度雖薄,但平均變形大,,單位切削力,,總切削力與功耗大, 有統(tǒng)計(jì)它比一般外圓切削大20 %左右,。同時(shí)產(chǎn)生切削熱也多,, 散熱條件差,切削溫度高 , 刀具易損傷,;
②隨切深加大 , 工件直徑不斷減少,切削速度實(shí)際在不斷變化,,切削力熱等狀 況也在不斷變化,,特別在切深大和切斷加工時(shí),切削速度由 最大逐漸減少甚至到“零”,;
③工件或刀具一面旋轉(zhuǎn) , 刀具 一面逐漸切入,,在工件表面實(shí)際形成的是阿基米德螺旋線, 由此造成實(shí)際前角和后角也在不斷變化,,使加工過(guò)程更為復(fù) 雜,;
④通常所切的槽較窄,刀片也窄,,刀片在刀桿刀體中的 定位安裝面小,。定位安裝不穩(wěn)定,剛性差易振動(dòng),,槽越窄越深,, 刀片懸伸越長(zhǎng),刀具剛性越差,,更不穩(wěn)定,更易移位振動(dòng)損傷,。對(duì)待這些問(wèn)題應(yīng)如何處理好呢?各槽加工刀具公司為此煞費(fèi) 苦心,,這里請(qǐng)看 SIMTEK 這位槽加工專家為此費(fèi)心所出的點(diǎn)子和他們的具體改進(jìn)措施吧,。
SIMTEK 是德國(guó)也是世界著名的專業(yè)制造各種精密槽加 工用刀具的公司。在槽加工方面積累了豐富的經(jīng)驗(yàn),,并研發(fā) 了各種新的槽加工刀具產(chǎn)品,。他們的產(chǎn)品系列目前分三大 類:⑴ simturn 類是車削鏜削各種槽、孔等的加工用刀具,;⑵ simmill 類是銑削用的各種槽加工刀具,;⑶ simcut 類是其 他槽加工方法,,如插削、旋風(fēng)銑螺紋等所用的刀具,。
他們的第一個(gè)重要點(diǎn)子是:好刀先要自身堅(jiān)硬,。除用優(yōu) 質(zhì)材料、涂層,、合理的刀刃形狀結(jié)構(gòu)外,,還必須能改進(jìn)剛性差的刀片的定位面形狀結(jié)構(gòu)以使它能被牢靠穩(wěn)固地安裝,即必須要解決好固有剛性不足的刀片的定位夾緊問(wèn)題,。
Simturn 是他們的車槽系列刀具,。除可切各種槽外,改 變刀頭形狀,、進(jìn)刀方向后還可加工內(nèi)外圓,、倒角、切斷等,。按可加工孔徑的大小,,槽的寬度和深度與分布等的不同, 產(chǎn)品又分了以下幾個(gè)子系列:
⑶ H2 和 GX 型的刀片具有對(duì)稱的前后兩刃,刀片薄弱定位面窄小,,為此 H2 在刀片一側(cè)背上特意做有 V 形凹槽, GX 則做有 V 形突齒,,H2 和 GX 刀片的下面都做有突齒,。刀片座有相應(yīng)的凹槽,刀片的上壓板有凸齒或凹槽,,螺釘旋 轉(zhuǎn)上壓板向下使刀片緊緊定位夾緊在上下 V 形凹槽中,。薄弱刀片由于上下 V 形槽的多面定位夾緊,提高了安裝剛性,。它 的刀桿為鋼制,,有帶扁平面的圓柱形和方形兩種。它們主要用 于切內(nèi)外槽和切斷,。H2 和 GX 可分別加工 Φ24.5 和 Φ38 以上 的孔,,最大切深分別為 18mm 和 26mm。
⑷ K2 型刀片具有前后上下對(duì)稱的兩個(gè)角形刀頭,,主要用于 切外槽和切斷,。加工時(shí)一端的刀頭切削,另一端的角形刀頭作 為 V 形凸齒插裝在刀桿與之相對(duì)應(yīng)的 V 形凹槽中,??克鼈兒蛡?cè) 平面在刀桿中定位,以側(cè)面螺釘穿過(guò)刀片中心孔同 DX、CX 一 樣進(jìn)行壓緊,。它最大的切槽深度是 7mm,。
Simmill 是 SIMTEK 公司銑削各類內(nèi)槽 ( 一般槽、螺 紋槽,、帶倒角槽等 ) 的刀具,,他們不采用一般傳統(tǒng)的銑削方 法,而是采用使銑刀一面自轉(zhuǎn)一面公轉(zhuǎn)的插補(bǔ)式銑削方法,, 銑螺紋槽時(shí)還需加上軸向的插補(bǔ)進(jìn)給,。加工時(shí),多齒的銑 刀每個(gè)刀齒每次在運(yùn)轉(zhuǎn)中只切除很少的金屬,,切屑小,,排屑易,切削力熱比車槽小得多,。但需承受一定的沖擊力,, 整體槽銑刀或裝可轉(zhuǎn)位刀片的槽銑刀,刀片在刀體上的安裝時(shí),,槽加工刀具固有的剛性不足問(wèn)題仍存在,,故也如車削類刀具一樣,。
為提高槽銑刀定位安裝的剛性可靠性,SIMTEK 公司將直徑小于 Φ11 的刀頭和伸出的圓刀桿部分 做成一體,,伸出部分接鋼刀桿插入刀柄中的配合圓孔定位,。加工Φ10-Φ42較大孔的盤銑刀頭也類似DX型車刀片一樣, 在后端面做出突齒鑲裝在刀桿端面的同形凹槽中,,結(jié)合刀 片的端平面定位,,并靠穿過(guò)刀片中心的螺釘壓緊??蓪?shí)現(xiàn) 可靠的剛性好的定位安裝,。
Simcut 是插削各類槽、型孔和旋風(fēng)銑削螺紋槽的有關(guān)刀 具產(chǎn)品系列,,與之前的系列相同,,他們也設(shè)計(jì)了相應(yīng)的增強(qiáng) 刀頭和刀片的安裝剛性的多面定位結(jié)構(gòu)。
他們針對(duì)改善槽加工切削條件的第二個(gè)點(diǎn)子是必須改善冷卻液供應(yīng),。特別是車槽方面,,刀片一直在切削,切削溫度高,,又由于是槽形,,槽向及他們所處的位置不同,為達(dá) 到有效冷卻,,SIMTEK 公司提供了四種方便可調(diào)的供冷卻 液方式:即從刀具的左方,、右方、左右兩方或刀具中孔噴 射冷卻液,,以滿足各種槽加工的需要,,從而可有效地降低 切削溫度,保障了刀具持續(xù)工作,。實(shí)際操作時(shí),他們?cè)O(shè)計(jì) 的結(jié)構(gòu)非常簡(jiǎn)單,,更換四種冷卻液供給方向,,只要調(diào)節(jié)兩 個(gè)螺紋銷就可以實(shí)現(xiàn)。
為了解決在一般車,、銑機(jī)床難以加工的與軸向平行的孔 內(nèi)鍵槽,、花鍵槽、齒槽和多面槽等問(wèn)題,。他們的第三個(gè)點(diǎn)子是:不用專門的插床,、拉床等而是用他們的優(yōu)質(zhì)刀具配合數(shù) 控車銑床上轉(zhuǎn)塔刀架上的 VDI 動(dòng)力刀座。通過(guò)這些機(jī)構(gòu),,即 可實(shí)現(xiàn)插刀的往復(fù)切削運(yùn)動(dòng)和沿槽深方向進(jìn)給運(yùn)動(dòng),,完成插 削,。同樣插刀的結(jié)構(gòu),在較小孔內(nèi)鍵槽加工時(shí)采用整體硬質(zhì)合金插刀,,較大孔內(nèi)鍵槽則用插刀片安裝在相應(yīng)較粗的鋼制 刀桿上,。車銑機(jī)床上能加工出孔內(nèi)的槽了,就可能使整個(gè)零 件的加工在一臺(tái)機(jī)床上完成,。實(shí)現(xiàn)了工藝集中,,達(dá)到了”Do in One”。
在加工數(shù)量很多的小型螺釘,,如材料多為難加工的 鈦合金,,不銹鋼等的醫(yī)用接骨螺釘?shù)葧r(shí),一般的車,、銑辦法效率太低,,零件夾持不便。
他們的第四個(gè)點(diǎn)子是:在能縱切的走心式車床上安裝專門的螺紋旋風(fēng)銑 (Thread Whiriing) 刀架,,使用他們特制的 2-3 齒優(yōu)質(zhì)涂層刀片進(jìn)行旋風(fēng)銑 ( 因用壓縮空氣和高壓冷卻液等排屑冷卻,,加工時(shí)切屑飛濺故名之 )。旋風(fēng)銑加工時(shí)刀盤高速旋轉(zhuǎn)是切削的主運(yùn) 動(dòng),,輔助運(yùn)動(dòng)有機(jī)床主軸帶動(dòng)工件的慢速回轉(zhuǎn),,有按螺距 大小所作的軸向進(jìn)給和刀盤高速旋轉(zhuǎn)。工件螺旋升角改變 時(shí),,刀片可據(jù)需要調(diào)整,。由于轉(zhuǎn)速較高達(dá) 60-120m/min,每 刃齒進(jìn)給量 0.02-0.10mm,,這種方法的效率比傳統(tǒng)的加工 方法高許多,,加工精度也高許多。只需使用走心式車床即可實(shí)現(xiàn)自動(dòng)化加工,。
一般回轉(zhuǎn)體表面上 的各類槽,,常用車削的方法加工,,也可以用銑和插補(bǔ)銑削的方法(Milling by circular interpolation),即使銑刀一面自轉(zhuǎn)一面公轉(zhuǎn),。銑螺紋槽時(shí),,再加上軸向進(jìn)給。外圓柱面上 的與軸心線平行的各種槽與平面上的各種槽可用銑削等方法加工,,與軸心方向平行孔內(nèi)的鍵槽,、花鍵槽、多邊形孔槽用插削,、拉削推削等方法加工,。“槽”看起來(lái)形狀很簡(jiǎn)單,但實(shí)際加工時(shí)仍有它的特殊性和困難性,。
槽加工的特殊性和困難性是:①它通常是用刀具的一個(gè) 主刀刃和兩側(cè)的副刀刃同時(shí)進(jìn)行三面切削,,被加工材料塑性變形復(fù)雜,摩擦阻力大,,因此加工速度和進(jìn)給量受限制,,切削厚度雖薄,但平均變形大,,單位切削力,,總切削力與功耗大, 有統(tǒng)計(jì)它比一般外圓切削大20 %左右,。同時(shí)產(chǎn)生切削熱也多,, 散熱條件差,切削溫度高 , 刀具易損傷,;
②隨切深加大 , 工件直徑不斷減少,切削速度實(shí)際在不斷變化,,切削力熱等狀 況也在不斷變化,,特別在切深大和切斷加工時(shí),切削速度由 最大逐漸減少甚至到“零”,;
③工件或刀具一面旋轉(zhuǎn) , 刀具 一面逐漸切入,,在工件表面實(shí)際形成的是阿基米德螺旋線, 由此造成實(shí)際前角和后角也在不斷變化,,使加工過(guò)程更為復(fù) 雜,;
④通常所切的槽較窄,刀片也窄,,刀片在刀桿刀體中的 定位安裝面小,。定位安裝不穩(wěn)定,剛性差易振動(dòng),,槽越窄越深,, 刀片懸伸越長(zhǎng),刀具剛性越差,,更不穩(wěn)定,更易移位振動(dòng)損傷,。對(duì)待這些問(wèn)題應(yīng)如何處理好呢?各槽加工刀具公司為此煞費(fèi) 苦心,,這里請(qǐng)看 SIMTEK 這位槽加工專家為此費(fèi)心所出的點(diǎn)子和他們的具體改進(jìn)措施吧,。
SIMTEK 是德國(guó)也是世界著名的專業(yè)制造各種精密槽加 工用刀具的公司。在槽加工方面積累了豐富的經(jīng)驗(yàn),,并研發(fā) 了各種新的槽加工刀具產(chǎn)品,。他們的產(chǎn)品系列目前分三大 類:⑴ simturn 類是車削鏜削各種槽、孔等的加工用刀具,;⑵ simmill 類是銑削用的各種槽加工刀具,;⑶ simcut 類是其 他槽加工方法,,如插削、旋風(fēng)銑螺紋等所用的刀具,。
他們的第一個(gè)重要點(diǎn)子是:好刀先要自身堅(jiān)硬,。除用優(yōu) 質(zhì)材料、涂層,、合理的刀刃形狀結(jié)構(gòu)外,,還必須能改進(jìn)剛性差的刀片的定位面形狀結(jié)構(gòu)以使它能被牢靠穩(wěn)固地安裝,即必須要解決好固有剛性不足的刀片的定位夾緊問(wèn)題,。
Simturn 是他們的車槽系列刀具,。除可切各種槽外,改 變刀頭形狀,、進(jìn)刀方向后還可加工內(nèi)外圓,、倒角、切斷等,。按可加工孔徑的大小,,槽的寬度和深度與分布等的不同, 產(chǎn)品又分了以下幾個(gè)子系列:
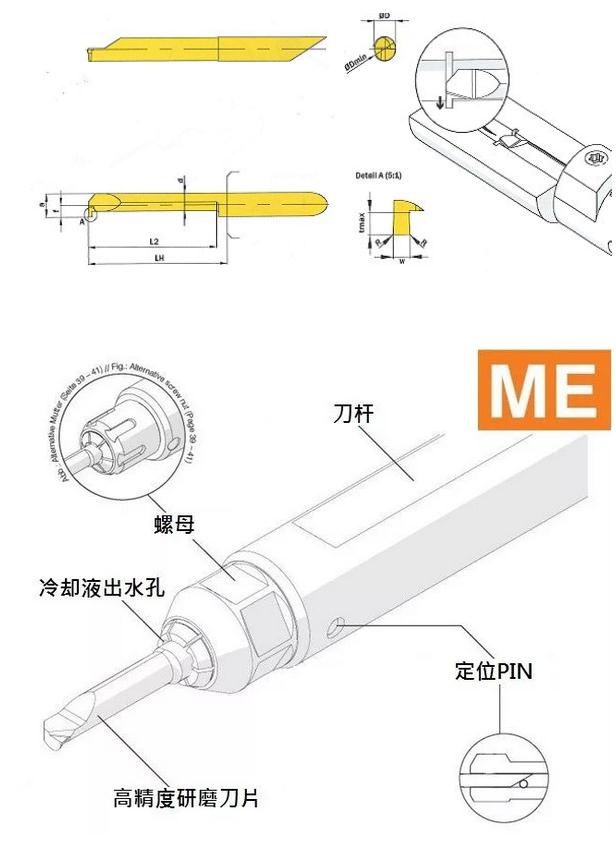
⑴加工 Φ0.3 起的小內(nèi)孔槽的 AX 系列,,改進(jìn)的方法是把其較粗硬質(zhì)合金刀桿與刀頭做成 一體,,刀桿多為圓形 (Φ4-8), 尺寸較大的還有方形。刀桿上 的刀頭,,據(jù)加工部位需要,,應(yīng)伸出得盡量短,這樣切槽刀的 定位面由整個(gè)較粗圓形和方形的刀桿承擔(dān) , 刀桿插入相應(yīng)的 刀座和刀柄的配合孔中,。用座和刀柄上螺釘壓緊,,就可提高 安裝剛性,還可用靠刀柄前端螺母旋緊夾套從四周夾緊刀桿 的 ME 夾緊系統(tǒng),。使定位安裝剛性和可靠性得到更一步提高 (圖 1)
圖1:AX系列刀桿的定位安裝
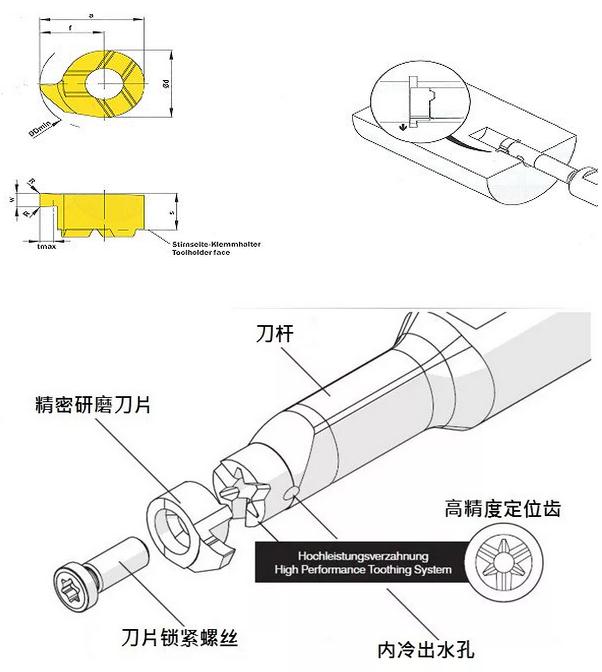
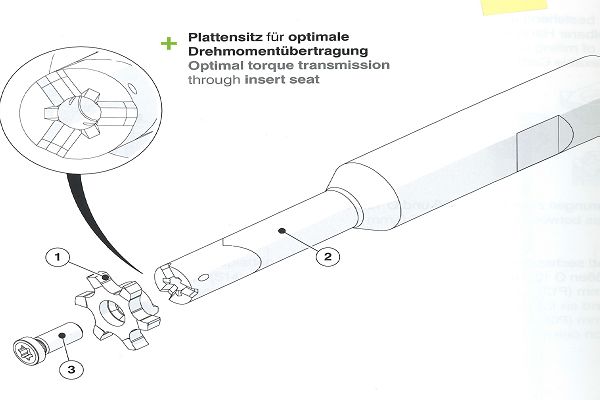
⑵可加工較大孔中的各類槽的 DX 和 C4 系列刀具,。若 用更粗的整體硬質(zhì)合金做刀桿較貴不合算,因此可以改用鋼 刀桿前面裝硬質(zhì)合金刀片,,為了使刀片安裝剛性好,,可將刀片端面做出三個(gè) V 形突齒,定位安裝時(shí)將此突齒與刀桿上的 與之形狀一致的 V 形槽相配合,,兩端平面靠緊,。由于這些 結(jié)構(gòu)形狀尺寸與相對(duì)位置做得非常精確,雖屬多面定位,,過(guò)定位,,但互相不干擾,反而使得定位剛性大增。刀片有中心孔,,用中心螺釘穿過(guò)刀片擰緊在刀桿上,。刀片刀桿如一整體, 這樣就提高了安裝剛性,。所用的刀桿有帶扁平面的圓柱形也有方形,。
DX 可加工最小孔徑為 Φ7,刀桿直徑可達(dá) Φ25,。根據(jù)加工表面形狀不同,,刀刃形狀可以做出多種多樣,如可 把刀片轉(zhuǎn)角做成 90°形成與軸向平行的刀刃,,就可加工端 面槽了,。與之類似的 C4 型它的外形和定位安裝如 DX,但刀頭只延刀桿軸向伸出,,故只能加工各種外槽,,它的刀桿都 是方形,此型是為一些小零件特殊加工要求設(shè)計(jì)制作的,。最大切深是 5.5mm,。
DX 可加工最小孔徑為 Φ7,刀桿直徑可達(dá) Φ25,。根據(jù)加工表面形狀不同,,刀刃形狀可以做出多種多樣,如可 把刀片轉(zhuǎn)角做成 90°形成與軸向平行的刀刃,,就可加工端 面槽了,。與之類似的 C4 型它的外形和定位安裝如 DX,但刀頭只延刀桿軸向伸出,,故只能加工各種外槽,,它的刀桿都 是方形,此型是為一些小零件特殊加工要求設(shè)計(jì)制作的,。最大切深是 5.5mm,。
圖2:DX和C4系列刀片定位結(jié)構(gòu)
⑶ H2 和 GX 型的刀片具有對(duì)稱的前后兩刃,刀片薄弱定位面窄小,,為此 H2 在刀片一側(cè)背上特意做有 V 形凹槽, GX 則做有 V 形突齒,,H2 和 GX 刀片的下面都做有突齒,。刀片座有相應(yīng)的凹槽,刀片的上壓板有凸齒或凹槽,,螺釘旋 轉(zhuǎn)上壓板向下使刀片緊緊定位夾緊在上下 V 形凹槽中,。薄弱刀片由于上下 V 形槽的多面定位夾緊,提高了安裝剛性,。它 的刀桿為鋼制,,有帶扁平面的圓柱形和方形兩種。它們主要用 于切內(nèi)外槽和切斷,。H2 和 GX 可分別加工 Φ24.5 和 Φ38 以上 的孔,,最大切深分別為 18mm 和 26mm。
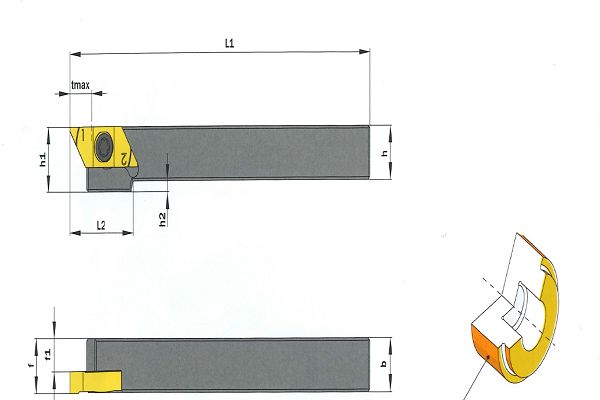
⑷ K2 型刀片具有前后上下對(duì)稱的兩個(gè)角形刀頭,,主要用于 切外槽和切斷,。加工時(shí)一端的刀頭切削,另一端的角形刀頭作 為 V 形凸齒插裝在刀桿與之相對(duì)應(yīng)的 V 形凹槽中,??克鼈兒蛡?cè) 平面在刀桿中定位,以側(cè)面螺釘穿過(guò)刀片中心孔同 DX、CX 一 樣進(jìn)行壓緊,。它最大的切槽深度是 7mm,。
圖3:K2系列刀片定位與安裝
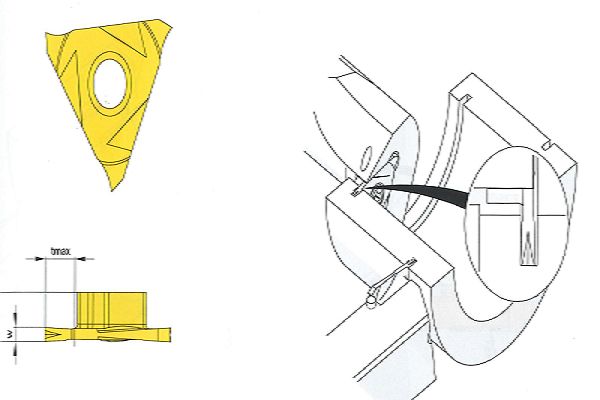
⑸ E3、E12,、F3 三型的刀片都是三角形 , 可用三個(gè)刀刃,, 使用經(jīng)濟(jì)高效。E3,、F3 較窄的刀片的側(cè)面設(shè)計(jì)具有突出多面體,, 配合刀片側(cè)面或另兩個(gè)刀背面和側(cè)面定位在刀桿刀座相應(yīng)的多 面槽和側(cè)平面上,E12 刀片或用中心孔螺釘或用上壓板壓緊,。用中孔螺釘壓緊可承受軸向力較高,。這三型均能加工內(nèi)外槽。
E3 和 E12 型適應(yīng)的最小內(nèi)徑分別是 Φ41 和 Φ46,,能切出的最大槽深分別是 5 和 8mm,。FX 型是專供客戶訂制特殊品,可滿足 客戶多種需要,。Simturn 車削類刀片還有一種是光面寬型的 (Decolletage)系列,,據(jù)客戶需要可在寬刀片上磨出客戶需 要的槽形槽數(shù),一次徑向進(jìn)刀可加工出多個(gè)槽,。由于刀片較 寬,,刀片背后可做出一到數(shù)個(gè) V 形突齒,在刀桿上做出相 應(yīng)數(shù)量的 V 形凹槽,,再配合底面共同對(duì)刀片定位,。
E3 和 E12 型適應(yīng)的最小內(nèi)徑分別是 Φ41 和 Φ46,,能切出的最大槽深分別是 5 和 8mm,。FX 型是專供客戶訂制特殊品,可滿足 客戶多種需要,。Simturn 車削類刀片還有一種是光面寬型的 (Decolletage)系列,,據(jù)客戶需要可在寬刀片上磨出客戶需 要的槽形槽數(shù),一次徑向進(jìn)刀可加工出多個(gè)槽,。由于刀片較 寬,,刀片背后可做出一到數(shù)個(gè) V 形突齒,在刀桿上做出相 應(yīng)數(shù)量的 V 形凹槽,,再配合底面共同對(duì)刀片定位,。
圖4:E3的安裝
Simmill 是 SIMTEK 公司銑削各類內(nèi)槽 ( 一般槽、螺 紋槽,、帶倒角槽等 ) 的刀具,,他們不采用一般傳統(tǒng)的銑削方 法,而是采用使銑刀一面自轉(zhuǎn)一面公轉(zhuǎn)的插補(bǔ)式銑削方法,, 銑螺紋槽時(shí)還需加上軸向的插補(bǔ)進(jìn)給,。加工時(shí),多齒的銑 刀每個(gè)刀齒每次在運(yùn)轉(zhuǎn)中只切除很少的金屬,,切屑小,,排屑易,切削力熱比車槽小得多,。但需承受一定的沖擊力,, 整體槽銑刀或裝可轉(zhuǎn)位刀片的槽銑刀,刀片在刀體上的安裝時(shí),,槽加工刀具固有的剛性不足問(wèn)題仍存在,,故也如車削類刀具一樣,。
為提高槽銑刀定位安裝的剛性可靠性,SIMTEK 公司將直徑小于 Φ11 的刀頭和伸出的圓刀桿部分 做成一體,,伸出部分接鋼刀桿插入刀柄中的配合圓孔定位,。加工Φ10-Φ42較大孔的盤銑刀頭也類似DX型車刀片一樣, 在后端面做出突齒鑲裝在刀桿端面的同形凹槽中,,結(jié)合刀 片的端平面定位,,并靠穿過(guò)刀片中心的螺釘壓緊??蓪?shí)現(xiàn) 可靠的剛性好的定位安裝,。
圖5:銑削刀頭和刀桿的定位安裝
Simcut 是插削各類槽、型孔和旋風(fēng)銑削螺紋槽的有關(guān)刀 具產(chǎn)品系列,,與之前的系列相同,,他們也設(shè)計(jì)了相應(yīng)的增強(qiáng) 刀頭和刀片的安裝剛性的多面定位結(jié)構(gòu)。
他們針對(duì)改善槽加工切削條件的第二個(gè)點(diǎn)子是必須改善冷卻液供應(yīng),。特別是車槽方面,,刀片一直在切削,切削溫度高,,又由于是槽形,,槽向及他們所處的位置不同,為達(dá) 到有效冷卻,,SIMTEK 公司提供了四種方便可調(diào)的供冷卻 液方式:即從刀具的左方,、右方、左右兩方或刀具中孔噴 射冷卻液,,以滿足各種槽加工的需要,,從而可有效地降低 切削溫度,保障了刀具持續(xù)工作,。實(shí)際操作時(shí),他們?cè)O(shè)計(jì) 的結(jié)構(gòu)非常簡(jiǎn)單,,更換四種冷卻液供給方向,,只要調(diào)節(jié)兩 個(gè)螺紋銷就可以實(shí)現(xiàn)。
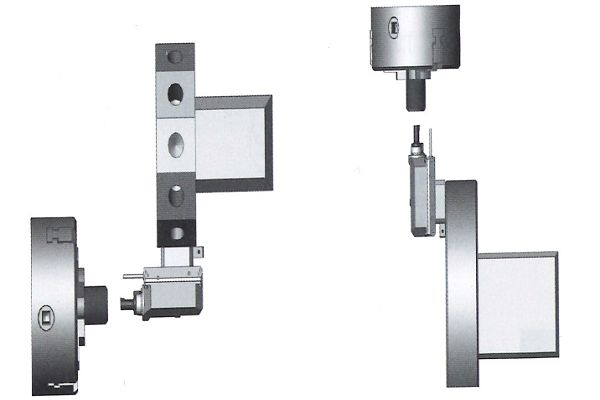
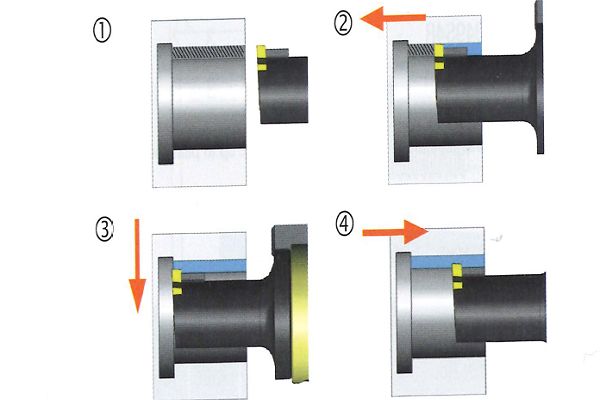
為了解決在一般車,、銑機(jī)床難以加工的與軸向平行的孔 內(nèi)鍵槽,、花鍵槽、齒槽和多面槽等問(wèn)題,。他們的第三個(gè)點(diǎn)子是:不用專門的插床,、拉床等而是用他們的優(yōu)質(zhì)刀具配合數(shù) 控車銑床上轉(zhuǎn)塔刀架上的 VDI 動(dòng)力刀座。通過(guò)這些機(jī)構(gòu),,即 可實(shí)現(xiàn)插刀的往復(fù)切削運(yùn)動(dòng)和沿槽深方向進(jìn)給運(yùn)動(dòng),,完成插 削,。同樣插刀的結(jié)構(gòu),在較小孔內(nèi)鍵槽加工時(shí)采用整體硬質(zhì)合金插刀,,較大孔內(nèi)鍵槽則用插刀片安裝在相應(yīng)較粗的鋼制 刀桿上,。車銑機(jī)床上能加工出孔內(nèi)的槽了,就可能使整個(gè)零 件的加工在一臺(tái)機(jī)床上完成,。實(shí)現(xiàn)了工藝集中,,達(dá)到了”Do in One”。
圖6:機(jī)床轉(zhuǎn)塔上VDI刀座安裝刀切槽
圖7:鍵槽插銷過(guò)程
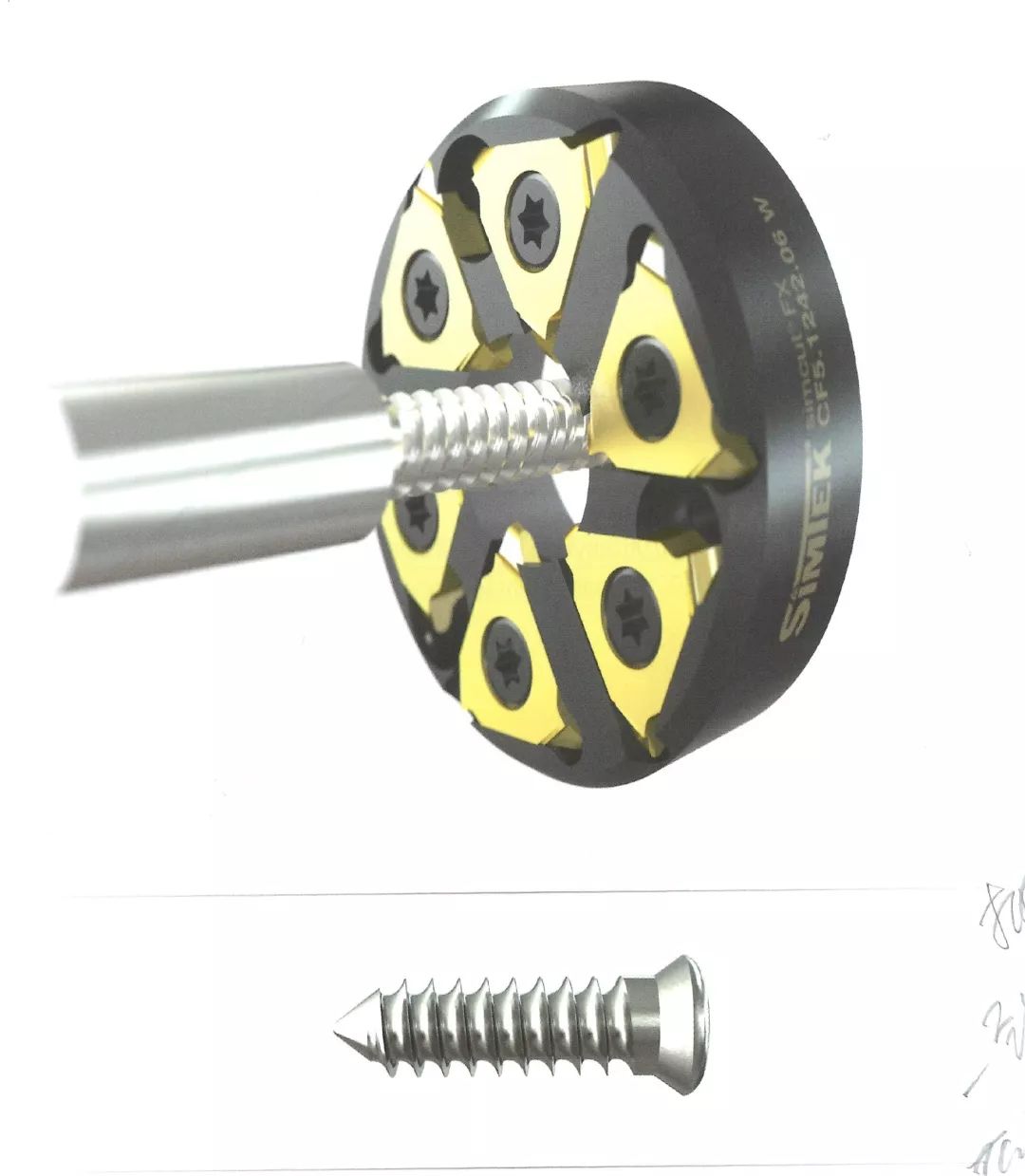
在加工數(shù)量很多的小型螺釘,,如材料多為難加工的 鈦合金,,不銹鋼等的醫(yī)用接骨螺釘?shù)葧r(shí),一般的車,、銑辦法效率太低,,零件夾持不便。
他們的第四個(gè)點(diǎn)子是:在能縱切的走心式車床上安裝專門的螺紋旋風(fēng)銑 (Thread Whiriing) 刀架,,使用他們特制的 2-3 齒優(yōu)質(zhì)涂層刀片進(jìn)行旋風(fēng)銑 ( 因用壓縮空氣和高壓冷卻液等排屑冷卻,,加工時(shí)切屑飛濺故名之 )。旋風(fēng)銑加工時(shí)刀盤高速旋轉(zhuǎn)是切削的主運(yùn) 動(dòng),,輔助運(yùn)動(dòng)有機(jī)床主軸帶動(dòng)工件的慢速回轉(zhuǎn),,有按螺距 大小所作的軸向進(jìn)給和刀盤高速旋轉(zhuǎn)。工件螺旋升角改變 時(shí),,刀片可據(jù)需要調(diào)整,。由于轉(zhuǎn)速較高達(dá) 60-120m/min,每 刃齒進(jìn)給量 0.02-0.10mm,,這種方法的效率比傳統(tǒng)的加工 方法高許多,,加工精度也高許多。只需使用走心式車床即可實(shí)現(xiàn)自動(dòng)化加工,。






