



















































































































































企業(yè)動態(tài)2024-12-27
新能源汽車部件從結構來看,,變得越發(fā)復雜,,制作時往往不單只是零件表面需要加工,更有內部腔體的加工需求,,這樣就需要利用角度頭來解決產品加工的問題,。接下來為大家分享BIG輕量型角度頭在新能源汽車轉向部件殼體加工方面的應用案例。
加工產品
汽車某轉向部件殼體,,需要在內孔直徑30的腔體側壁進行切槽加工,。
工件加工難點
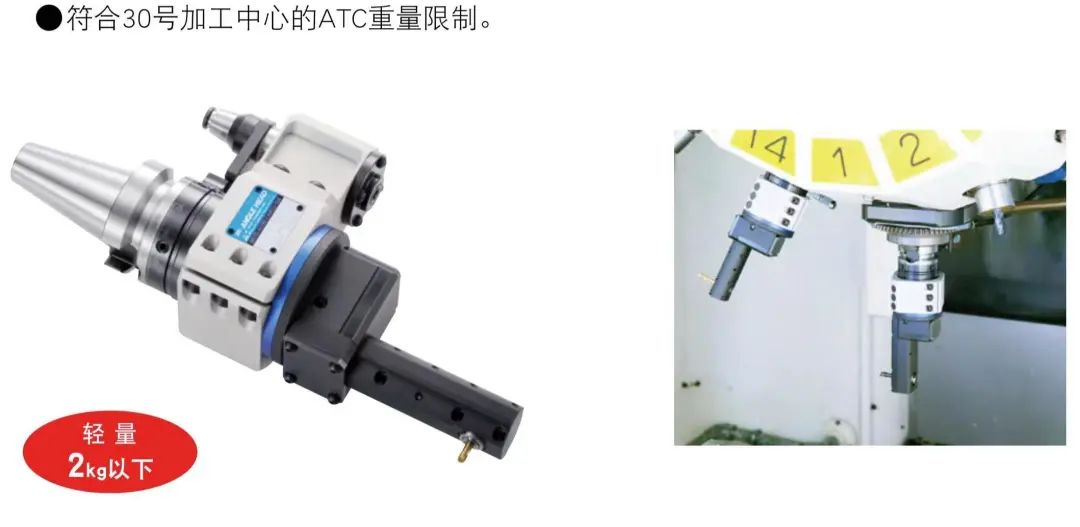
1、機床ATC換刀重量控制在2kg以內,;
2,、被加工鋁合金產品為型腔內徑D30,需要在其內側壁進行槽加工,;
3,、槽寬3mm,同時有正負0.03公差要求,。
我們采取的加工方法

加工產品
汽車某轉向部件殼體,,需要在內孔直徑30的腔體側壁進行切槽加工,。
工件加工難點
1、機床ATC換刀重量控制在2kg以內,;
2,、被加工鋁合金產品為型腔內徑D30,需要在其內側壁進行槽加工,;
3,、槽寬3mm,同時有正負0.03公差要求,。
我們采取的加工方法
1,、為了加工工件腔體側壁,我們使用了角度頭產品避開干涉,,考慮到30號加工中心ATC重量限制,,我們采用了專門為BT30小型設備設計的超輕重量(2kg以內)的角度頭。
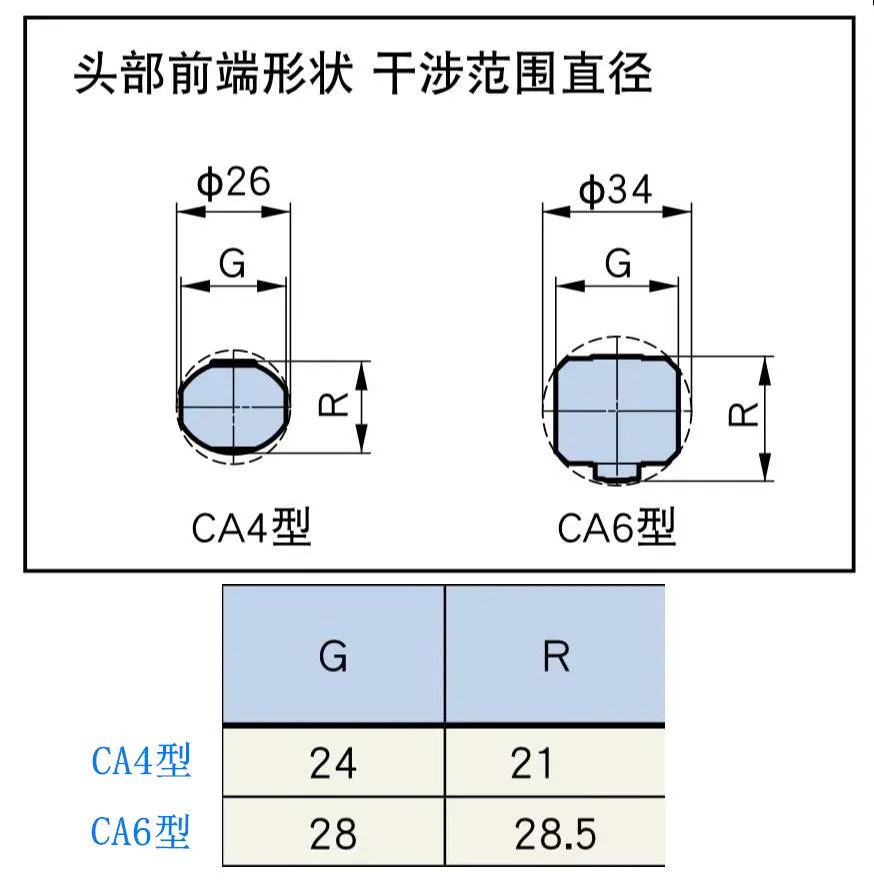
2,、為了進入D30直徑型腔,,我們選擇了下圖左側抗干涉能力更好的CA4SG型角度頭,由于其頭部G,、R尺寸分別為24,、21,可以確保安裝刃具后干涉直徑小于D30,,確保安裝銑刀后進行側壁加工槽加工,;
3、刃具方面使用了懸伸尺寸更短的非標金剛石2刃銑刀刀具。
加工實例及結論
零件名稱:汽車某轉向部件殼體,。
零件材料:AlSi10Mg(Fe),,
機床:兄弟立加(BT30角度頭)
冷卻方式:機床外冷
加工類型:銑削
刀具:非標金剛石銑刀
切削參數(shù):S=2000r/min,f=0.05mm/r
刀具優(yōu)點及效果
重量輕,、干涉尺寸小,、刃具安裝方向旋轉90°后仍然能獲得較好的夾持精度,可以安裝在30號機床上順利換刀,,并且避開干涉,,整個加工過程能夠完全滿足客戶的加工需求。
BIG輕量型角度頭介紹視頻
零件名稱:汽車某轉向部件殼體,。
零件材料:AlSi10Mg(Fe),,
機床:兄弟立加(BT30角度頭)
冷卻方式:機床外冷
加工類型:銑削
刀具:非標金剛石銑刀
切削參數(shù):S=2000r/min,f=0.05mm/r
刀具優(yōu)點及效果
重量輕,、干涉尺寸小,、刃具安裝方向旋轉90°后仍然能獲得較好的夾持精度,可以安裝在30號機床上順利換刀,,并且避開干涉,,整個加工過程能夠完全滿足客戶的加工需求。
BIG輕量型角度頭介紹視頻






