



















































































































































企業(yè)動態(tài)2024-12-27
每次測量前,,需要根據(jù)被測零件的特殊特性選擇測量工具,,比如,長,、寬,、高、深,、外徑,、段差等可選用卡尺、高度尺,、千分尺,、深度尺;軸類直徑可選用千分尺,、卡尺,;孔、槽類可選用塞規(guī),、塊規(guī),、塞尺;測量零件的直角度選用直角尺,;測量R值選用R規(guī),;測量配合公差小,精度要求高或要求計算形位公差時可選用三次元,、二次元,;測量鋼材硬度選用硬度計。
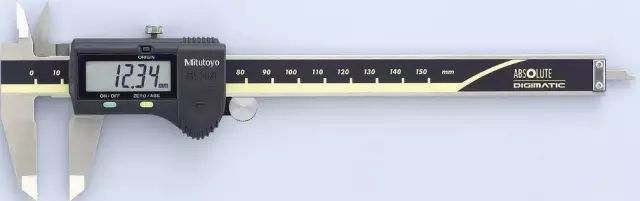
1. 卡尺的應(yīng)用
卡尺可測量物體的內(nèi)徑,、外徑,、長度,、寬度、厚度,、段差,、高度、深度,;卡尺是最常用,、使用最方便的量具,在加工現(xiàn)場使用頻率最高的量具,。
數(shù)顯卡尺:分辯力0.01mm,,用于配合公差小(精度高)的尺寸測量,。
卡尺可測量物體的內(nèi)徑,、外徑,、長度,、寬度、厚度,、段差,、高度、深度,;卡尺是最常用,、使用最方便的量具,在加工現(xiàn)場使用頻率最高的量具,。
數(shù)顯卡尺:分辯力0.01mm,,用于配合公差小(精度高)的尺寸測量,。
表卡:分辯力0.02mm,,用于常規(guī)尺寸測量 。

游標(biāo)卡尺:分辯力0.02mm,用于粗加工測量 ,。

卡尺使用前需先用干凈的白紙將灰塵與臟污去除(用卡尺外測定面卡住白紙然后自然拉出,,重復(fù)2-3次即可)
- 使用卡尺測量時,,卡尺的測量面應(yīng)盡量與被測物體的測量面平行或垂直;
- 使用深度測量時,,如被測物體有R角時,,需避開R角但緊靠R角,深度尺與被測高度盡量保持垂直,;
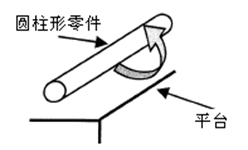
- 卡尺測量圓柱時,,需轉(zhuǎn)動且分段測量取最大值;
2. 千分尺的應(yīng)用
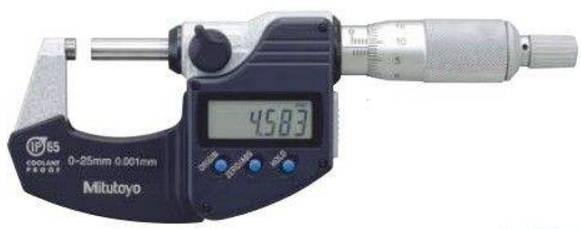
千分尺使用前需先用干凈的白紙將灰塵與臟污去除(用千分尺測量接觸面與螺桿面卡住白紙然后自然拉出,,重復(fù)2-3次即可),,然后扭動旋鈕,,測量接觸面與螺桿面快接觸時,改用微調(diào),,當(dāng)兩面完全接觸后調(diào)零,,即可進(jìn)行測量。
千分尺測量五金件時,,調(diào)動旋鈕,,快接觸工件時,改用微調(diào)旋鈕旋進(jìn),,當(dāng)聽到咔,、咔、咔三聲響后停止,,從顯示屏或刻度上讀出數(shù)據(jù),。
測量塑膠產(chǎn)品時,測量接觸面與螺桿輕輕接觸到產(chǎn)品即可,。
千分尺測量軸類直徑時,,至少測量兩個以上方向且分段測取最大值測量中的千分尺,兩接觸面應(yīng)當(dāng)隨時保持清潔,,減少測量誤差,。
千分尺測量五金件時,,調(diào)動旋鈕,,快接觸工件時,改用微調(diào)旋鈕旋進(jìn),,當(dāng)聽到咔,、咔、咔三聲響后停止,,從顯示屏或刻度上讀出數(shù)據(jù),。
測量塑膠產(chǎn)品時,測量接觸面與螺桿輕輕接觸到產(chǎn)品即可,。
千分尺測量軸類直徑時,,至少測量兩個以上方向且分段測取最大值測量中的千分尺,兩接觸面應(yīng)當(dāng)隨時保持清潔,,減少測量誤差,。


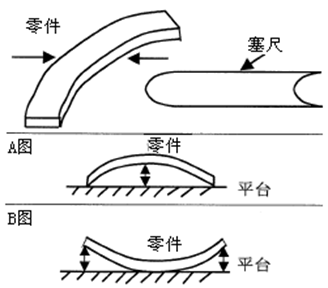
平面度測量 :將零件放置平臺上,用塞尺測量零件與平臺之間的間隙(注意:測量時塞尺與平臺保持無間隙壓緊狀態(tài))
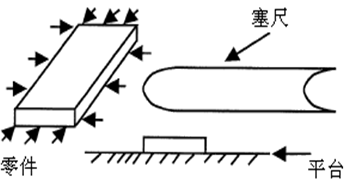
直線度測量:將零件放在平臺上旋轉(zhuǎn)一周,,用塞尺測量零件與平臺之間的間隙。
彎曲度測量:將零件放置在平臺上,選取相應(yīng)的塞尺測量零件兩側(cè)或中部與平臺之間的間隙,。
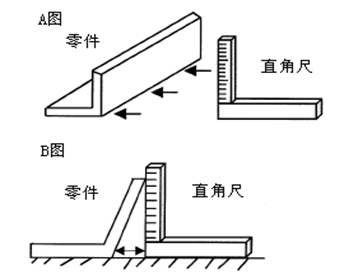
垂直度測量:將被測零的直角度的一邊放置于平臺上,,另一邊讓直角尺與之靠緊,,用塞尺測量部品與直角尺之間最大的間隙。

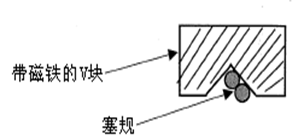
零件孔徑較大,,沒有合適的針規(guī)時,可將兩個塞規(guī)重疊,按360度方向測量將塞規(guī)固定在帶磁性的V形塊上,,可防止松動,易于測量,。
孔徑測量
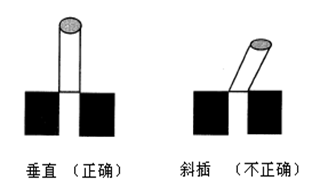
內(nèi)孔測量:孔徑測量時,,貫通為合格,,如下圖。
內(nèi)孔測量:孔徑測量時,,貫通為合格,,如下圖。
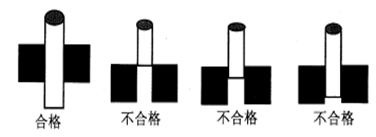
注意:塞規(guī)測量時,需垂直插入,,不可斜插,。
6. 精密測量儀:二次元
二次元是一種高性能,、高精密特性的非接觸式的測量儀器。測量器具的感應(yīng)元件與被測零件表面不直接接觸,,因而不存在機(jī)械作用的測量力,;二次元通過投影的方式將所能捕捉到的圖象通過數(shù)據(jù)線傳輸?shù)诫娔X的數(shù)據(jù)采集卡中,,之后由軟件在電腦顯示器上成像;可進(jìn)行零件上各種幾何元素(點(diǎn),、線,、圓、弧,、橢圓,、矩形)、距離,、角度,、交點(diǎn)、形位公差(圓度,、直線度,、平行度、垂直度,、傾斜度,、位置度、同心度,、對稱度)的測量,,還可進(jìn)行外形輪廓2D描繪用CAD輸出。不僅能觀測到工件輪廓,,而且,,對于不透明的工件的表面形狀也可以測量。
二次元是一種高性能,、高精密特性的非接觸式的測量儀器。測量器具的感應(yīng)元件與被測零件表面不直接接觸,,因而不存在機(jī)械作用的測量力,;二次元通過投影的方式將所能捕捉到的圖象通過數(shù)據(jù)線傳輸?shù)诫娔X的數(shù)據(jù)采集卡中,,之后由軟件在電腦顯示器上成像;可進(jìn)行零件上各種幾何元素(點(diǎn),、線,、圓、弧,、橢圓,、矩形)、距離,、角度,、交點(diǎn)、形位公差(圓度,、直線度,、平行度、垂直度,、傾斜度,、位置度、同心度,、對稱度)的測量,,還可進(jìn)行外形輪廓2D描繪用CAD輸出。不僅能觀測到工件輪廓,,而且,,對于不透明的工件的表面形狀也可以測量。

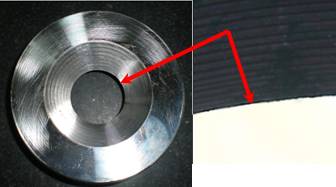
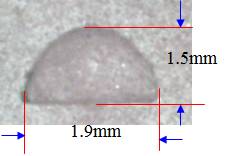
常規(guī)幾何元素測量:下圖零件中的內(nèi)圓是利角,只能用投影的方式進(jìn)行測量,。
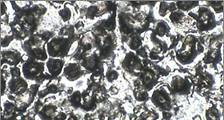
電極加工表面觀測:二次元的鏡頭具有放大功能電極加工后粗糙度檢驗(放大100倍影像),。
小尺寸深槽測量
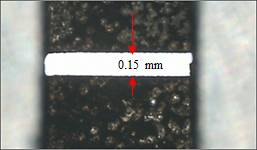
澆口的檢測:模具加工中,經(jīng)常會有一些澆口在隱在槽內(nèi),,各種檢測儀器都不法進(jìn)行測量,,這時,可用橡膠泥貼在膠口上,,膠口的形狀就會印在膠泥上,,再用二次元測量膠泥印的大小得出澆口尺寸,。
注:因二次元測量時,無機(jī)械作用力,,對于較薄,、較軟的產(chǎn)品盡量采用二次元進(jìn)行測量。
7. 精密測量儀器:三次元(三坐標(biāo)測量儀)
三次元的特點(diǎn)是高精度(可達(dá)到μm級),;萬能性(可代替多種長度測量儀器),;可用于測量幾何元素(除可測量二次元能測量的元素外,還可測量圓柱,、圓錐),,形位公差(除可測量二次元能測量的形位公差外,還包括圓柱度,、平度度,、線輪廓度、面輪廓度,、同軸度),、復(fù)雜型面。
只要三次元的測頭能觸及的地方,,就可測出它的幾何尺寸和相互位置,,表面輪廓;并借助于計算機(jī)完成數(shù)據(jù)處理,;以其高精度高柔性以及優(yōu)異的數(shù)字能力,,成為現(xiàn)代模具加工制造和質(zhì)量保證的重要手段、有效工具,。
7. 精密測量儀器:三次元(三坐標(biāo)測量儀)
三次元的特點(diǎn)是高精度(可達(dá)到μm級),;萬能性(可代替多種長度測量儀器),;可用于測量幾何元素(除可測量二次元能測量的元素外,還可測量圓柱,、圓錐),,形位公差(除可測量二次元能測量的形位公差外,還包括圓柱度,、平度度,、線輪廓度、面輪廓度,、同軸度),、復(fù)雜型面。
只要三次元的測頭能觸及的地方,,就可測出它的幾何尺寸和相互位置,,表面輪廓;并借助于計算機(jī)完成數(shù)據(jù)處理,;以其高精度高柔性以及優(yōu)異的數(shù)字能力,,成為現(xiàn)代模具加工制造和質(zhì)量保證的重要手段、有效工具,。

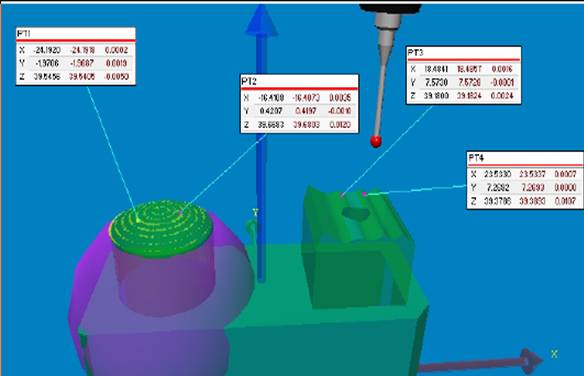
有些模具在修改中,,沒有3D圖檔,可測量各個元素的的座標(biāo)值,,不規(guī)則曲面的輪廓,,然后用繪圖軟件導(dǎo)出并根據(jù)測量元素做成3D圖形,能進(jìn)行快速而無誤的加工與修改(座標(biāo)設(shè)定后,,可取任意點(diǎn)測量座標(biāo)值),。
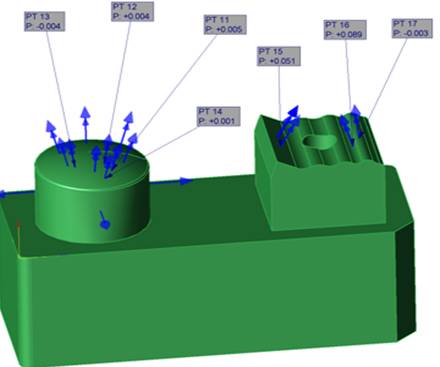
3D數(shù)模導(dǎo)入對比測量:加工完成的零件,,為了確認(rèn)與設(shè)計一致性或在裝配fit模過程中發(fā)現(xiàn)配合異常,當(dāng)一些曲面輪廓既非圓弧,,又非拋物線,,而是一些不規(guī)則的曲面時,,無法進(jìn)行幾何元素測量時,可導(dǎo)入3D模型與零件對比測量,,從而了解加工誤差,;因測量值是點(diǎn)對點(diǎn)的偏差值,能便于進(jìn)行快速而有效的修正改善(下圖所顯示的數(shù)據(jù)為實測值與理論值的偏差),。

(1) 洛式硬度計HR (臺式硬度計)
洛氏硬度試驗方法是用一個頂角為120度的金剛石圓錐休或直徑為1.59/3.18mm的鋼球,在一定的載荷壓入被測材料表面,,由壓痕深度求出材料硬度,。根據(jù)材料硬度不同,可分為三種不同的標(biāo)度來表示HRA,、HRB,、HRC。
HRA 是采用60Kg載荷和鉆石錐壓入器求的硬度,,用于硬度極高的材料,。例如:硬質(zhì)合金。
HRB 是采用100Kg載荷和直徑1.58mm淬硬的鋼球求得的硬度,,用于硬度較低的材料,。例如:退火鋼、鑄鐵等 ,、合金銅,。
HRC 是采用150Kg載荷和鉆石錐壓入器求得的硬度,用于硬度很高的材料,。例如:淬火鋼,、回火鋼、調(diào)質(zhì)鋼和部分不銹鋼,。
(2) 維氏硬度HV(主要是針對表面硬度測量)
適用于顯微鏡分析,。以120kg以內(nèi)的載荷和頂角為136°的金剛石方形錐壓入器壓入材料表面,用測量壓痕對角線長度,,它適用于較大工件和較深表面層的硬度測定,。
(3) 里氏硬度HL(便攜式硬度計)
里氏硬度是一種動態(tài)硬度試驗法。硬度傳感器的沖擊體在與被測工件沖擊過程中,距工件表面1mm時的反彈速度與沖擊速度的比值乘以1000,,定義為里氏硬度值,。
優(yōu)點(diǎn):里氏硬度理論制造的里氏硬度儀改變了傳統(tǒng)的硬度測試方法。由于硬度傳感器小如一只筆,,可以手握傳感器在生產(chǎn)現(xiàn)場直接對工件進(jìn)行各種方向的硬度檢測,,因此是其它臺式硬度儀所難以勝任的。
洛氏硬度試驗方法是用一個頂角為120度的金剛石圓錐休或直徑為1.59/3.18mm的鋼球,在一定的載荷壓入被測材料表面,,由壓痕深度求出材料硬度,。根據(jù)材料硬度不同,可分為三種不同的標(biāo)度來表示HRA,、HRB,、HRC。
HRA 是采用60Kg載荷和鉆石錐壓入器求的硬度,,用于硬度極高的材料,。例如:硬質(zhì)合金。
HRB 是采用100Kg載荷和直徑1.58mm淬硬的鋼球求得的硬度,,用于硬度較低的材料,。例如:退火鋼、鑄鐵等 ,、合金銅,。
HRC 是采用150Kg載荷和鉆石錐壓入器求得的硬度,用于硬度很高的材料,。例如:淬火鋼,、回火鋼、調(diào)質(zhì)鋼和部分不銹鋼,。
(2) 維氏硬度HV(主要是針對表面硬度測量)
適用于顯微鏡分析,。以120kg以內(nèi)的載荷和頂角為136°的金剛石方形錐壓入器壓入材料表面,用測量壓痕對角線長度,,它適用于較大工件和較深表面層的硬度測定,。
(3) 里氏硬度HL(便攜式硬度計)
里氏硬度是一種動態(tài)硬度試驗法。硬度傳感器的沖擊體在與被測工件沖擊過程中,距工件表面1mm時的反彈速度與沖擊速度的比值乘以1000,,定義為里氏硬度值,。
優(yōu)點(diǎn):里氏硬度理論制造的里氏硬度儀改變了傳統(tǒng)的硬度測試方法。由于硬度傳感器小如一只筆,,可以手握傳感器在生產(chǎn)現(xiàn)場直接對工件進(jìn)行各種方向的硬度檢測,,因此是其它臺式硬度儀所難以勝任的。






