



















































































































































企業(yè)動態(tài)2024-12-27
1,、鏜削的定義
鏜削 :是通過設(shè)備上的鏜刀與工件間的相對運(yùn)動,對工件加工表面進(jìn)行切削,,使一層金屬被切離加工表面,,并使加工表面獲得一定的加工精度和表面粗糙度的切削過程
區(qū)別 :與其他孔加工工藝相比較,鏜孔不受刀具尺寸的限制,;且鏜孔具有較強(qiáng)的誤差修正能力,,可以通過多次走刀來修正原粗孔軸線的誤差,而且能使所鏜孔與定位基準(zhǔn)保持較高的位置精度.
2、鏜刀的類型
類型 1.
刃數(shù)分類:單刃鏜刀/雙刃鏜刀/多刃鏜刀.
加工分類:通孔鏜刀/盲孔鏜刀/階梯孔鏜刀/斷面鏜刀.
結(jié)構(gòu)分類:整體式/裝配式/模塊式.
刃數(shù)分類:單刃鏜刀/雙刃鏜刀/多刃鏜刀.
加工分類:通孔鏜刀/盲孔鏜刀/階梯孔鏜刀/斷面鏜刀.
結(jié)構(gòu)分類:整體式/裝配式/模塊式.
類型 2.
單刃鏜刀:整體式鏜刀/焊接式鏜刀/機(jī)夾式鏜刀/可轉(zhuǎn)位式鏜刀.
雙刃鏜刀:固定式雙刃鏜刀/浮動式雙刃鏜刀
單刃鏜刀:整體式鏜刀/焊接式鏜刀/機(jī)夾式鏜刀/可轉(zhuǎn)位式鏜刀.
雙刃鏜刀:固定式雙刃鏜刀/浮動式雙刃鏜刀

? 展開鏜刀? 模塊鏜刀? 切槽鏜刀
? 階梯鏜刀? 單刃鏜刀? 整體鏜刀
? 階梯鏜刀? 單刃鏜刀? 整體鏜刀
三,、鏜削的應(yīng)用
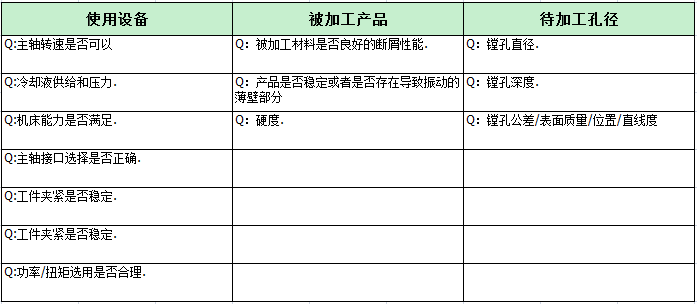
遇到問題我們首先可以從這幾個(gè)方面考慮.
3.1,、粗鏜應(yīng)用:
1、盲孔加工
在加工盲孔時(shí),,保證正確的排屑非常重要.
? 正確的切削參數(shù)是獲得適當(dāng)切屑形狀的必要條件.
? 確保/檢查切屑沒有阻塞或磨損刀片.
? 冷卻液壓力和切削液流應(yīng)足以使切屑排出
? 立式機(jī)床比臥式機(jī)床對有效排屑的要求更高.
? 正確的切削參數(shù)是獲得適當(dāng)切屑形狀的必要條件.
? 確保/檢查切屑沒有阻塞或磨損刀片.
? 冷卻液壓力和切削液流應(yīng)足以使切屑排出
? 立式機(jī)床比臥式機(jī)床對有效排屑的要求更高.
2,、斷續(xù)切削
進(jìn)行斷續(xù)切削 (如交叉孔) 時(shí),對刀片的切削條件提出了很高的要求.
? 選擇韌性更高的材質(zhì).
? 穩(wěn)定工況下,,為了提高加工安全性,,選擇堅(jiān)固的方形負(fù)前角基本形狀刀片.
? 如果有多次斷續(xù),則降低切削參數(shù).
? 選擇韌性更高的材質(zhì).
? 穩(wěn)定工況下,,為了提高加工安全性,,選擇堅(jiān)固的方形負(fù)前角基本形狀刀片.
? 如果有多次斷續(xù),則降低切削參數(shù).
3,、夾砂鑄鐵
鑄件中的夾砂會增加刀片的磨損.
? 選擇韌性更高的材質(zhì).
? 降低切削參數(shù).
? 為了提高加工安全性和盡可能減少磨損,,選擇堅(jiān)固的方形負(fù)前角基本形狀刀片.
PS:夾砂是指鑄件上有砂夾雜.
? 選擇韌性更高的材質(zhì).
? 降低切削參數(shù).
? 為了提高加工安全性和盡可能減少磨損,,選擇堅(jiān)固的方形負(fù)前角基本形狀刀片.
PS:夾砂是指鑄件上有砂夾雜.
4、氣燒孔
氣燒孔的局部區(qū)域可能硬化,,由此將加重刀片的磨損.
? 選擇韌性更高的材質(zhì).
? 降低切削參數(shù).
? 為了提高加工安全性和盡可能減少磨損,,選擇堅(jiān)固的方形負(fù)前角基本形狀刀片.
? 選擇韌性更高的材質(zhì).
? 降低切削參數(shù).
? 為了提高加工安全性和盡可能減少磨損,,選擇堅(jiān)固的方形負(fù)前角基本形狀刀片.
3.2、精鏜應(yīng)用
1,、切削力
切削力會對產(chǎn)品的影響
? 當(dāng)?shù)毒咛幱谇邢鳡顟B(tài)時(shí),,切削力的切向和徑向分量將試圖使刀具偏離工件。切向元件將試圖迫使工具向下并遠(yuǎn)離中心線,。這樣,,刀具間隙角就會減小.
? 任何徑向變形都意味著切削深度和切屑厚度減小,從而導(dǎo)致振動傾向.
? 當(dāng)?shù)毒咛幱谇邢鳡顟B(tài)時(shí),,切削力的切向和徑向分量將試圖使刀具偏離工件。切向元件將試圖迫使工具向下并遠(yuǎn)離中心線,。這樣,,刀具間隙角就會減小.
? 任何徑向變形都意味著切削深度和切屑厚度減小,從而導(dǎo)致振動傾向.
2,、平衡力
平衡力對于加工的影響
? 由非對稱工具或大行程引起的不平衡,,產(chǎn)生一種作用于鏜刀上的力。
? 在大多數(shù)應(yīng)用中,,由不平衡產(chǎn)生的力與切削力相比可以忽略不計(jì),。
? 在高轉(zhuǎn)速下,不平衡可能會導(dǎo)致振動,,會影響孔的加工質(zhì)量
? 由非對稱工具或大行程引起的不平衡,,產(chǎn)生一種作用于鏜刀上的力。
? 在大多數(shù)應(yīng)用中,,由不平衡產(chǎn)生的力與切削力相比可以忽略不計(jì),。
? 在高轉(zhuǎn)速下,不平衡可能會導(dǎo)致振動,,會影響孔的加工質(zhì)量
注:以下為整理現(xiàn)場加工圖片,,統(tǒng)一匯總列出,供大家學(xué)習(xí).
四,、鏜孔案例
4.1刀片磨損

在鏜削加工中,,刀具連續(xù)切削,易出現(xiàn)磨損和破損現(xiàn)象,,降低孔加工的尺寸精度,,使表面粗糙度值增大;同時(shí),,微調(diào)進(jìn)給單元標(biāo)定出現(xiàn)異常,,導(dǎo)致調(diào)整誤差使加工孔徑出現(xiàn)偏差甚至引發(fā)產(chǎn)品質(zhì)量事故.
4.2表面質(zhì)量
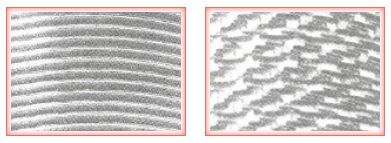
鏜削已加工表面的魚鱗狀或螺紋狀切紋,是比較常見的表面質(zhì)量現(xiàn)象.
左圖:主要因?yàn)殓M削的進(jìn)給和鉆速不匹配造成.
右圖:主要因鏜削加工的剛性振動及刀具磨損造成.
左圖:主要因?yàn)殓M削的進(jìn)給和鉆速不匹配造成.
右圖:主要因鏜削加工的剛性振動及刀具磨損造成.
五、鏜削 Q與A
Q:鏜刀加工時(shí),,主軸定位如何使用,?
A:
①利用百分表測量裝置找正定位這種方法,必須先用百分表定心器或定位心軸,,將工件上的基準(zhǔn)孔坐標(biāo)定出來,,然后根據(jù)基準(zhǔn)孔坐標(biāo),定出主軸的坐標(biāo)位置,。其特點(diǎn)是精度較高,,操作較方便。
②利用檢驗(yàn)棒找正定位此種方法的特點(diǎn)是找正定位精度低,,找正費(fèi)時(shí),。但這種定位方法可直接找正鏜床主軸與起始孔的坐標(biāo)位置。
③利用孔的分界面攏正定位這種方法的特點(diǎn)是可用于分離式箱體孔系的鏜削加工,。缺點(diǎn)是輔助時(shí)間較長,。
④利用樣板找正定位此種方法的特點(diǎn)是樣板結(jié)構(gòu)簡單,無需復(fù)雜的調(diào)整,。但樣板易變形,,而且當(dāng)工件需要加工幾個(gè)不同面上的孔系時(shí),需要幾塊樣板,,找正和定位精度也較低,。
①利用百分表測量裝置找正定位這種方法,必須先用百分表定心器或定位心軸,,將工件上的基準(zhǔn)孔坐標(biāo)定出來,,然后根據(jù)基準(zhǔn)孔坐標(biāo),定出主軸的坐標(biāo)位置,。其特點(diǎn)是精度較高,,操作較方便。
②利用檢驗(yàn)棒找正定位此種方法的特點(diǎn)是找正定位精度低,,找正費(fèi)時(shí),。但這種定位方法可直接找正鏜床主軸與起始孔的坐標(biāo)位置。
③利用孔的分界面攏正定位這種方法的特點(diǎn)是可用于分離式箱體孔系的鏜削加工,。缺點(diǎn)是輔助時(shí)間較長,。
④利用樣板找正定位此種方法的特點(diǎn)是樣板結(jié)構(gòu)簡單,無需復(fù)雜的調(diào)整,。但樣板易變形,,而且當(dāng)工件需要加工幾個(gè)不同面上的孔系時(shí),需要幾塊樣板,,找正和定位精度也較低,。






