



















































































































































企業(yè)動(dòng)態(tài)2024-12-27
一次裝夾加工多個(gè)形狀相同或刀具運(yùn)動(dòng)軌跡相同的零件,,即一個(gè)零件有重復(fù)加工部分的情況下,,為了簡(jiǎn)化加工程序,把重復(fù)軌跡的程序段獨(dú)立編成一程序進(jìn)行反復(fù)調(diào)用,, 這重復(fù)軌跡的程序稱(chēng)為子程序,,而調(diào)用子程序的程序稱(chēng)主程序。
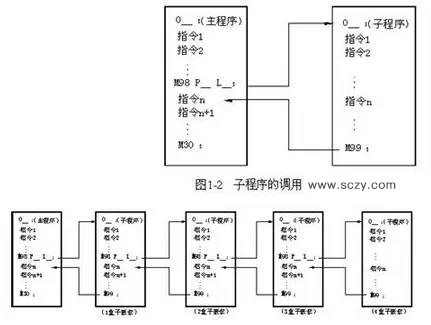
(1)子程序的調(diào)用
子程序的調(diào)用方法如圖1-2所示,。需要注意的是,,子程序還可以調(diào)用另外的子程序。從主程序中被調(diào)用出的子程序稱(chēng)一重子程序,,共可調(diào)用四重子程序,,如圖1-3所示,。在子程序中調(diào)用子程序與在主程序中調(diào)用子程序方法一致。
(2)格式:M98 P L ,;
說(shuō)明:P:子程序名,;
L:重復(fù)調(diào)用次數(shù),省略重復(fù)次數(shù),,則認(rèn)為重復(fù)調(diào)用次數(shù)為1次,;
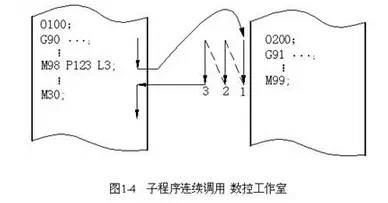
例:M98 P123 L3;
表示程序號(hào)為123的子程序被連續(xù)調(diào)用3次,,如圖1-4所示,。
說(shuō)明:P:子程序名,;
L:重復(fù)調(diào)用次數(shù),省略重復(fù)次數(shù),,則認(rèn)為重復(fù)調(diào)用次數(shù)為1次,;
例:M98 P123 L3;
表示程序號(hào)為123的子程序被連續(xù)調(diào)用3次,,如圖1-4所示,。
子程序中必須用M99指令結(jié)束子程序并返回主程序。
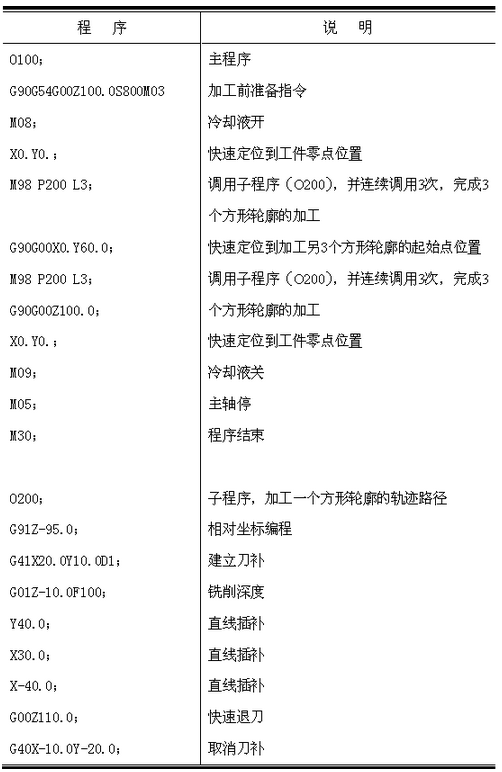
應(yīng)用舉例:
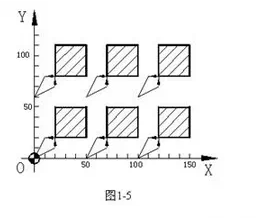
加工如圖1-5所示輪廓,,以知刀具起始位置為(0,,0,100),,切深為10mm,,試編制程序。
應(yīng)用舉例:
加工如圖1-5所示輪廓,,以知刀具起始位置為(0,,0,100),,切深為10mm,,試編制程序。
相關(guān)知識(shí)點(diǎn):
●在使用子程序編程時(shí),,應(yīng)注意主,、子程序使用不同的編程方式。一般主程序中使用G90指令,,而子程序使用G91指令,,避免刀具在同一位置加工。
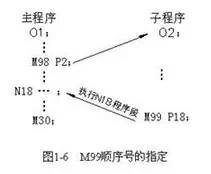
●當(dāng)子程序中使用M99指令指定順序號(hào)時(shí),,子程序結(jié)束時(shí)并不返回到調(diào)用子程序程序段的下一程序段,,而是返回到M99指令指定的順序號(hào)的程序段,并執(zhí)行該程序段,。
編程舉例:: 如圖1-6所示。
●在使用子程序編程時(shí),,應(yīng)注意主,、子程序使用不同的編程方式。一般主程序中使用G90指令,,而子程序使用G91指令,,避免刀具在同一位置加工。
●當(dāng)子程序中使用M99指令指定順序號(hào)時(shí),,子程序結(jié)束時(shí)并不返回到調(diào)用子程序程序段的下一程序段,,而是返回到M99指令指定的順序號(hào)的程序段,并執(zhí)行該程序段,。
編程舉例:: 如圖1-6所示。
子程序執(zhí)行完以后,,執(zhí)行主程序順序號(hào)為18的程序段,。






