



















































































































































企業(yè)動(dòng)態(tài)2024-12-27
1,、什么是車(chē)銑復(fù)合加工中心
車(chē)銑復(fù)合加工中心是指利用工件旋轉(zhuǎn)和刀具旋轉(zhuǎn)的合成運(yùn)動(dòng)來(lái)實(shí)現(xiàn)對(duì)工件切削的多功能機(jī)床,。可以在一次裝夾中完成車(chē),、銑,、鉆、鏜以及五軸聯(lián)動(dòng)加工等,,因此也被稱為“多任務(wù)機(jī)床”,。由于其能在一次裝夾中完成大部分甚至全部加工項(xiàng)目,使加工精度和生產(chǎn)效率大幅提升,,雖然價(jià)格昂貴,,但也被越來(lái)越多的用戶所接受。
選擇了這么昂貴的機(jī)床,,刀柄該如何選配呢,?想必是很多用戶非常關(guān)心的問(wèn)題。對(duì)于普通加工中心用刀柄大家都非常熟悉了,,但對(duì)于車(chē)銑復(fù)合加工用刀柄還有很多人不甚了解,。
2、車(chē)銑復(fù)合用刀柄的分類
按照加工方式可分為兩類:
一是銑削類刀柄(刀柄旋轉(zhuǎn),,如銑,、鉆、鏜等)
此類基本等同于普通加工中心用刀柄,,如常見(jiàn)的彈簧刀柄,、強(qiáng)力刀柄、液壓刀柄,、面銑刀柄和鏜刀等等,,種類非常豐富,想必大家都比較熟悉了,,這里就不再贅述,,我們主要介紹下面的這類刀柄。
二是車(chē)削類刀柄(只有工件旋轉(zhuǎn),,刀柄不旋轉(zhuǎn))
2.CAPTO是采用1:20錐度的三棱錐結(jié)構(gòu)的兩面定位連接系統(tǒng),;
(以上這兩種是非常成熟并被廣泛使用的刀柄與主軸的連接型式。)
3.HSK-T是近幾年才標(biāo)準(zhǔn)化的,,基于HSK-A(1:10錐度)系列,,為了滿足車(chē)削加工的要求而改進(jìn)的車(chē)銑復(fù)合刀柄類型。其是在原有的HSK-A的基礎(chǔ)上,,更加嚴(yán)格地控制傳動(dòng)鍵槽寬公差,,為改善車(chē)削時(shí)刀尖高度變化的問(wèn)題而開(kāi)發(fā)的。作銑削加工時(shí),,可通用HSK-A系列刀柄,。
3、BIG首創(chuàng)的模塊化車(chē)刀柄
大昭和精機(jī)作為專業(yè)的刀柄生產(chǎn)廠家,,有著豐富的產(chǎn)品線,,上面提到的3種類型車(chē)銑復(fù)合車(chē)削刀柄都已標(biāo)準(zhǔn)化、系列化,,且在結(jié)構(gòu)上采用模塊化設(shè)計(jì),,在滿足用戶多種加工需求的同時(shí),解決了車(chē)削加工中因刀尖崩損導(dǎo)致刀柄損壞的問(wèn)題,,實(shí)現(xiàn)高效化和低成本,。
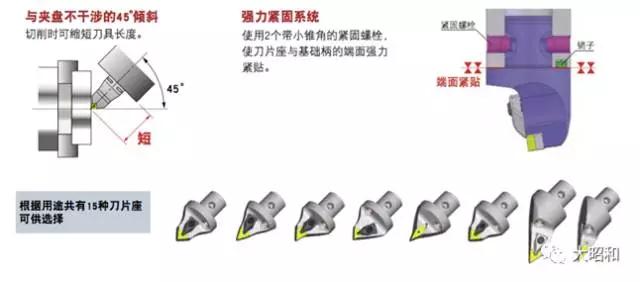
模塊化車(chē)刀柄刀頭具體型式主要分為兩類,傾斜型(45°)和直交型(90°),。


1,、傾斜型:切削力主要沿著刀柄軸線方向,B軸承受扭轉(zhuǎn)力矩較小,,對(duì)機(jī)床主軸比較有利,。由于45°傾斜,可減小刀桿懸長(zhǎng),,且易于避開(kāi)主軸與機(jī)床卡盤(pán)干涉,,適合于較短或者直徑較大的工件端面和外圓車(chē)削等。
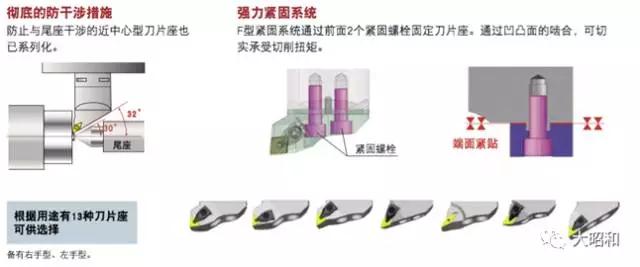
2,、直交型:屬于比較通用的型式,,有豐富的左右手刀片座可供選擇,還有可配合普通車(chē)刀桿和鏜桿使用的型式,,適用于大多數(shù)車(chē)削加工情況,。對(duì)于較長(zhǎng)工件的加工,還有利于避開(kāi)與機(jī)床尾座的干涉,。
車(chē)銑復(fù)合加工中心是指利用工件旋轉(zhuǎn)和刀具旋轉(zhuǎn)的合成運(yùn)動(dòng)來(lái)實(shí)現(xiàn)對(duì)工件切削的多功能機(jī)床,。可以在一次裝夾中完成車(chē),、銑,、鉆、鏜以及五軸聯(lián)動(dòng)加工等,,因此也被稱為“多任務(wù)機(jī)床”,。由于其能在一次裝夾中完成大部分甚至全部加工項(xiàng)目,使加工精度和生產(chǎn)效率大幅提升,,雖然價(jià)格昂貴,,但也被越來(lái)越多的用戶所接受。
選擇了這么昂貴的機(jī)床,,刀柄該如何選配呢,?想必是很多用戶非常關(guān)心的問(wèn)題。對(duì)于普通加工中心用刀柄大家都非常熟悉了,,但對(duì)于車(chē)銑復(fù)合加工用刀柄還有很多人不甚了解,。
2、車(chē)銑復(fù)合用刀柄的分類
按照加工方式可分為兩類:
一是銑削類刀柄(刀柄旋轉(zhuǎn),,如銑,、鉆、鏜等)
此類基本等同于普通加工中心用刀柄,,如常見(jiàn)的彈簧刀柄,、強(qiáng)力刀柄、液壓刀柄,、面銑刀柄和鏜刀等等,,種類非常豐富,想必大家都比較熟悉了,,這里就不再贅述,,我們主要介紹下面的這類刀柄。
二是車(chē)削類刀柄(只有工件旋轉(zhuǎn),,刀柄不旋轉(zhuǎn))
根據(jù)機(jī)床主軸錐柄規(guī)格,,主要有三種類型:BBT(BIG-PLUS)、CAPTO和HSK-T,。
1.BBT是在原7:24錐度的BT刀柄的基礎(chǔ)上開(kāi)發(fā)的兩面定位連接系統(tǒng),;2.CAPTO是采用1:20錐度的三棱錐結(jié)構(gòu)的兩面定位連接系統(tǒng),;
(以上這兩種是非常成熟并被廣泛使用的刀柄與主軸的連接型式。)
3.HSK-T是近幾年才標(biāo)準(zhǔn)化的,,基于HSK-A(1:10錐度)系列,,為了滿足車(chē)削加工的要求而改進(jìn)的車(chē)銑復(fù)合刀柄類型。其是在原有的HSK-A的基礎(chǔ)上,,更加嚴(yán)格地控制傳動(dòng)鍵槽寬公差,,為改善車(chē)削時(shí)刀尖高度變化的問(wèn)題而開(kāi)發(fā)的。作銑削加工時(shí),,可通用HSK-A系列刀柄,。
3、BIG首創(chuàng)的模塊化車(chē)刀柄
大昭和精機(jī)作為專業(yè)的刀柄生產(chǎn)廠家,,有著豐富的產(chǎn)品線,,上面提到的3種類型車(chē)銑復(fù)合車(chē)削刀柄都已標(biāo)準(zhǔn)化、系列化,,且在結(jié)構(gòu)上采用模塊化設(shè)計(jì),,在滿足用戶多種加工需求的同時(shí),解決了車(chē)削加工中因刀尖崩損導(dǎo)致刀柄損壞的問(wèn)題,,實(shí)現(xiàn)高效化和低成本,。
模塊化車(chē)刀柄刀頭具體型式主要分為兩類,傾斜型(45°)和直交型(90°),。
1,、傾斜型:切削力主要沿著刀柄軸線方向,B軸承受扭轉(zhuǎn)力矩較小,,對(duì)機(jī)床主軸比較有利,。由于45°傾斜,可減小刀桿懸長(zhǎng),,且易于避開(kāi)主軸與機(jī)床卡盤(pán)干涉,,適合于較短或者直徑較大的工件端面和外圓車(chē)削等。






