



















































































































































企業(yè)動(dòng)態(tài)2024-12-27
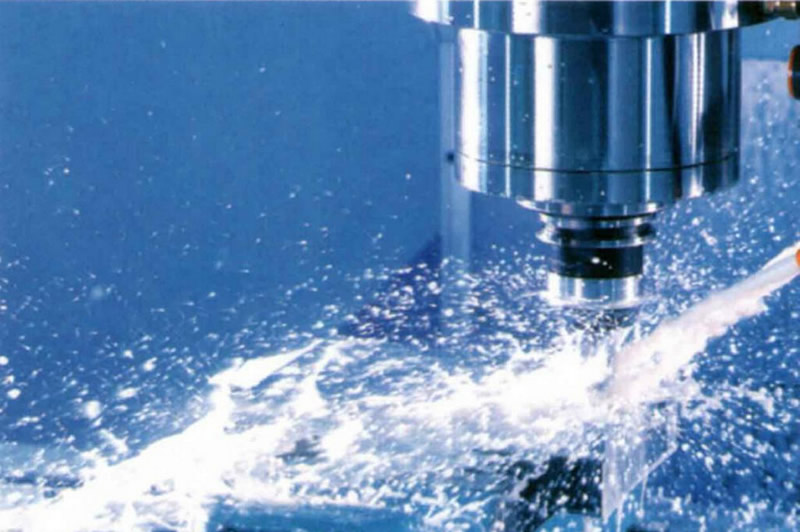
在生產(chǎn)加工中,,切削液是加工中降溫,、潤(rùn)滑的利器。為了避免銑削加工中工件與銑刀摩擦產(chǎn)生的熱量導(dǎo)致工件精度的下降,,切削液的選用一定要科學(xué),、合適,。在切削加工中,切削液有兩種,,一種是水基切削液,,另一種是油基切削液。
水基切削液以冷切為主,,潤(rùn)滑為輔,,有切削液(水溶液)和乳化液兩種。在銑削加工中最常用的是乳化液,。油基切削液是以潤(rùn)滑為主,、冷卻為輔,有切削油和極壓油兩種,。在銑削加工中最常用的是切削油,。
乳化液:乳化液是由乳化油用水稀釋而成的乳白色液體。某流動(dòng)性好,,比熱容大,,黏度小,冷卻作用良好,,并具有一定的潤(rùn)滑性能,。 主要用于鋼、鑄鐵和有色金屬的切削加工,。
切削油:切削油主要是礦物油,其他還有動(dòng),、植物油和復(fù)合油等,。 切削油有良好的潤(rùn)滑性能,但流動(dòng)性和比熱容較小,,散熱效果較差,。
切削液應(yīng)根據(jù)工件材料、刀具材料,、加工方法和要求等具體條件,,綜合考慮,合理選用,。
(1)粗加工時(shí),,切削余量大,產(chǎn)生熱量多,,溫度高,,而對(duì)加工表面質(zhì)量的要求不高,所以應(yīng)采用以冷卻為主的切削液,。精加工時(shí),,加工余量小,,產(chǎn)生熱量少,對(duì)冷卻的作用要求不高,,而對(duì)工件表面質(zhì)量的要求較高,,并希望銑刀耐用,所以應(yīng)采用以潤(rùn)滑為主的切削液,。
(2)銑削鑄鐵,、黃銅等脆性材料時(shí),一般不用切削液,,必要時(shí)可用煤油,、乳化液和壓縮空氣。
(3)使用硬質(zhì)合金銑刀作高速切削時(shí),,一般不用切削液,,必要時(shí)用乳化液,并在開(kāi)始切削之前就連續(xù)充分地澆注,,以免刀片因驟冷而碎裂,。
銑削時(shí),切削液的選用
1,、碳鋼:粗銑時(shí)使用乳化液,、蘇打水。精銑時(shí)使用乳化液(低速時(shí)質(zhì)量分?jǐn)?shù)10%—15%,,高速時(shí)質(zhì)量分?jǐn)?shù)5%),、極壓乳化液、復(fù)合油,、硫化油等,。
2、合金鋼:粗銑時(shí)使用乳化液,、極壓乳化液,。精銑時(shí)使用乳化液(低速時(shí)質(zhì)量分?jǐn)?shù)10%—15%,高速時(shí)質(zhì)量分?jǐn)?shù)5%),、極壓乳化液,、復(fù)合油、硫化油等,。
3,、合金鋼:粗銑時(shí)使用乳化液、極壓切削油,、硫化乳化液,、極壓乳化液。精銑時(shí)使用氯化煤油,,煤油加25%植物油,;煤油加20%松節(jié)油和20%油酸,、極壓乳化液。硫化油(柴油加 20%脂肪和5%硫磺),、極壓切削油,。
4、鑄鋼:粗銑時(shí)使用乳化液,、板壓乳化液,、蘇打水。精銑時(shí)可以使用乳化液,、極壓切削油,、復(fù)合油。
5,、青銅,、黃銅:這種金屬在加工的過(guò)程中可以不使用到切削液,必要時(shí)用乳化液,、含硫乳,、極化、壓液,、乳化液,。
6、鋁:鋁加工一般情況下也不需要,,如果遇到必要時(shí)候,,可以使用乳化液、復(fù)合油,。精銑時(shí)使用柴油,、復(fù)合油、煤油,、松節(jié)油。
7,、鑄鐵:一般加工中也不用不到切削液,,必要時(shí)用壓縮空氣或乳化液。精銑時(shí)一般也用不上,,必要時(shí)用壓縮空氣或乳化液或極壓乳化液,。






