





















































































































































日本大隈_OKUMA立式加工中心GENOS M460-VE/
品牌:OKUMA(大隈)
型號(hào):G61D40D6F05C05
¥待詢價(jià)(提交訂單10分鐘內(nèi)獲取專屬報(bào)價(jià)單)

1,、由思誠(chéng)資源優(yōu)選發(fā)貨,,并提供售后服務(wù)
2、因庫(kù)存實(shí)時(shí)變化,,具體發(fā)貨時(shí)間以實(shí)際發(fā)貨為準(zhǔn)
OKUMA(大隈)區(qū)域經(jīng)理 李經(jīng)理:18929218517咨詢世界主流的高速機(jī)床
進(jìn)入第2階段
~從優(yōu)化加工到優(yōu)化生產(chǎn)~
隨著IoT技術(shù)的發(fā)展,,制造業(yè)正在發(fā)生巨大的變化。
從通過(guò)機(jī)床本身來(lái)優(yōu)化加工到優(yōu)化工廠整體的生產(chǎn),,制造業(yè)不斷發(fā)展進(jìn)步,。從批量生產(chǎn)到變種變量生產(chǎn)等的
各種生產(chǎn)形式中都實(shí)現(xiàn)了加工速度和效果俱佳的MB-5000HⅡ。
新概念臥式加工中心有利于客戶優(yōu)化生產(chǎn),。
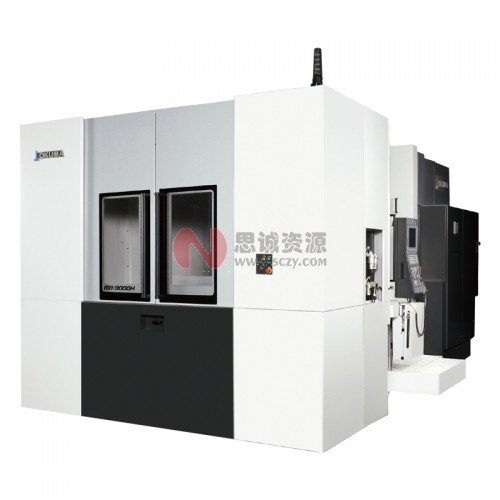
煥然一新的新型臥式加工中心
耐用性和可靠性俱佳,,即使在條件很差的生產(chǎn)現(xiàn)場(chǎng)也能發(fā)揮出優(yōu)異的性能,。
世界主流的高速性能
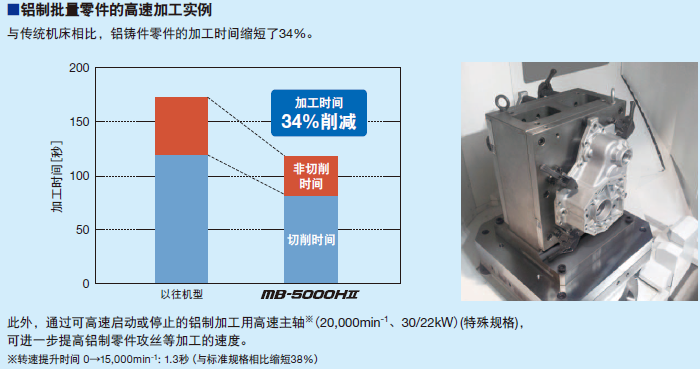
鋁制批量零件的高速加工
● 通過(guò)高速工作臺(tái)旋轉(zhuǎn),ATC動(dòng)作實(shí)現(xiàn)高速性能
● 通過(guò)鋁加工用高速主軸可進(jìn)一步縮短加工時(shí)間
高剛性,、高扭矩主軸陣容
也適用于鋼材的強(qiáng)力加工
● 也可選用No.50主軸規(guī)格,,從而使加工效率得到進(jìn)一步提高
可實(shí)現(xiàn)運(yùn)轉(zhuǎn)時(shí)間最大化的切屑處理措施
消除了堆積和粘附于加工室內(nèi)的切屑
● 使用大流量噴淋冷卻液進(jìn)行清洗
● 可實(shí)現(xiàn)從所有加工領(lǐng)域排出切屑的全中心槽結(jié)構(gòu)
具有一流面積生產(chǎn)率的節(jié)省空間設(shè)計(jì)
占地面積小,加工空間大
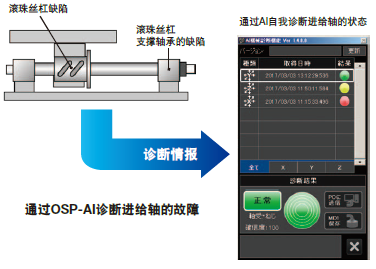
搭載有OSP-AI的智能機(jī)
配備支持高度化制造業(yè)的智能技術(shù)和OSP-AI
世界主流的高速性能
鋁制批量零件的高速加工
通過(guò)高加速/減速軸進(jìn)給縮短了定位時(shí)間,,通過(guò)高速B軸旋轉(zhuǎn)(工作臺(tái)旋轉(zhuǎn)),、高速ATC以及高速鉆孔躋身于世界主流機(jī)床之列,大幅縮短了加工周期,。
縮短了定位時(shí)間
旨在通過(guò)高加速/減速軸進(jìn)給來(lái)縮短定位時(shí)間,。
快速進(jìn)給速度(最大) X軸:1.0G Y軸:1.1G Z軸:1.0G
縮短加工時(shí)間功能
例如鉆孔較多的零件加工等,頻繁進(jìn)行快速進(jìn)給(G00)和切削進(jìn)給(G01)的重復(fù)加工時(shí),,該功能可根據(jù)加工內(nèi)容及機(jī)床的安裝狀況縮短時(shí)間,。
加工時(shí)間縮短的效果因機(jī)床安裝狀況、加工零件的形狀,、加工程序而異,。
縮短工作臺(tái)的分度時(shí)間
0.001度分度工作臺(tái)(特殊規(guī)格)采用滾齒凸輪,從而使分度時(shí)間達(dá)到最短,??蓪?shí)現(xiàn)高速分度。

● 180°分度 : 1.2秒※
0.001度分度工作臺(tái)(特殊規(guī)格)
縮短ATC時(shí)間
即使是機(jī)床內(nèi)最遠(yuǎn)的刀具,,也可在5.1秒的短時(shí)間內(nèi)完成分度。

ATC把數(shù):48把(No.40主軸規(guī)格)
T-T時(shí)間 : 0.9秒(刀具重量 4kg以下) : 1.3秒(刀具重量 4kg以上)
最遠(yuǎn)端口的分度 : 5.1秒(48把刀庫(kù))
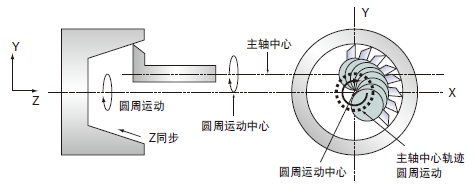
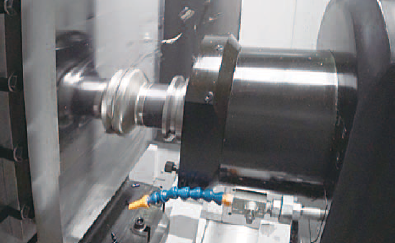
通過(guò)工序集約縮短生產(chǎn)周期
通過(guò)同步控制X-Y坐標(biāo)處的圓周運(yùn)動(dòng)和旋轉(zhuǎn)主軸刀具的刀尖位置進(jìn)行車削加工,。
● 一個(gè)刀具就可以加工不同直徑的孔
● 使ATC的最大刀具直徑以上的內(nèi)外徑加工成為可能

閥門零件的車削加工
使密封性要求較高的氣管接合面的車削成為可能,。
高剛性、高扭矩主軸陣容
也適用于鋼材的強(qiáng)力加工
除No.40主軸規(guī)格之外,,還可選用No.50主軸規(guī)格,。可適用于大直徑側(cè)銑刀和長(zhǎng)鏜桿等的對(duì)刀具剛性要求較高的深孔和突起的加工,。
[最大刀具長(zhǎng)度:510mm,、最大刀具重量:12kg(No.40主軸規(guī)格),15kg(No.50主軸規(guī)格)]
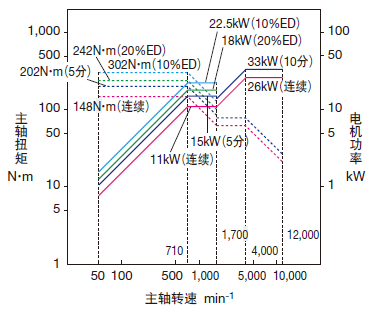
大功率主軸(No.40、No.50)
適用于鑄件和鑄鋼件的批量生產(chǎn)
● 最大功率 33/26kW(10分/連續(xù))
● 最大扭矩 302N?m(10%ED)
704cm3/min(S45C)
銑削刀具 φ20立銑刀 7刃
● 切削速度 253m/min
● 進(jìn)給速度 8,800mm/min
● 切削寬度 4mm
● 切削深度 20mm
628cm3/min(S45C)
銑削刀具 φ100面銑刀 5刃
主軸轉(zhuǎn)速 955min-1
● 進(jìn)給速度 1,910mm/min
● 切削寬度 70mm
● 切削深度 4.7mm
主軸產(chǎn)品陣容
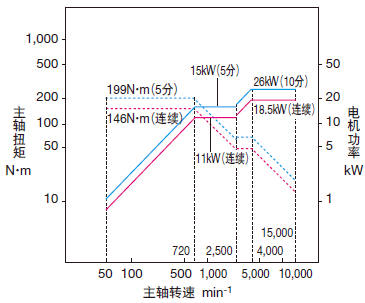
標(biāo)準(zhǔn)主軸(No.40)
適用于一般機(jī)器零件的高效率加工
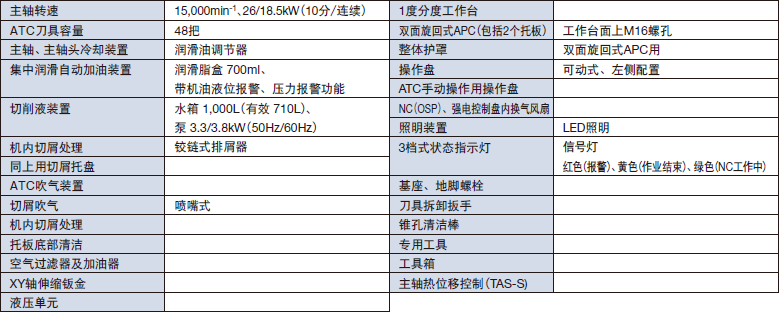
主軸轉(zhuǎn)速 15,000min-1
最大功率 26/18.5kW(10分/連續(xù))
最大扭矩 199/146N?m(5分/連續(xù))
483cm3/min(S45C)
銑削刀具 φ80面銑刀 8刃 (金屬陶瓷)
● 切削速度 300m/min
● 進(jìn)給速度 3,750mm/min
● 切削寬度 56mm
● 切削深度 2.3mm
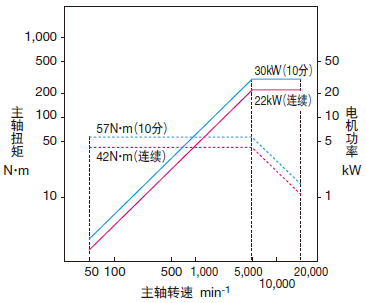
鋁加工用高速主軸(No.40)(特殊規(guī)格)
適用于鋁的高速加工
● 主軸轉(zhuǎn)速 20,000min-1
● 最大扭矩 57/42N?m(10分/連續(xù))
2,700cm3/min(A5052)
● 銑削刀具 φ63面銑刀 5刃 (超硬)
● 切削速度 2,949m/min
● 進(jìn)給速度 20,455mm/min
● 切削寬度 44mm
● 切削深度 3mm
注意:本手冊(cè)提到的上述“實(shí)測(cè)值”只作為示例,,可能會(huì)由于規(guī)格,、刀具和切削條件的不同而無(wú)法獲得。
可實(shí)現(xiàn)運(yùn)轉(zhuǎn)時(shí)間最大化的切屑處理措施
消除了加工室內(nèi)堆積的切屑以及粘附于護(hù)蓋的切屑
另外,,通過(guò)簡(jiǎn)化結(jié)構(gòu)防止因堆積切屑和夾雜切屑而引起的故障。
在需要最大最快進(jìn)給速度,、最大加工能力的長(zhǎng)時(shí)間連續(xù)運(yùn)轉(zhuǎn)的批量生產(chǎn)中實(shí)現(xiàn)了較高的耐用性,。
使用可靠性較高的機(jī)床鈑金
通過(guò)使用XY軸伸縮鈑金和Z軸1個(gè)不銹鋼鈑金,防止因夾雜切屑而引起的鈑金破損,。

不銹鋼護(hù)蓋(Z軸)

XY軸伸縮鈑金
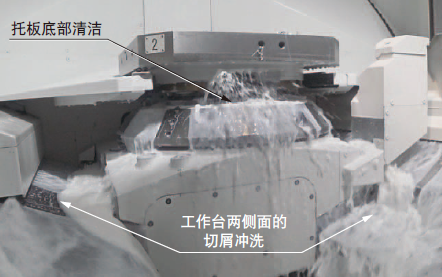
通過(guò)順暢的切屑處理實(shí)現(xiàn)了長(zhǎng)時(shí)間連續(xù)加工
可進(jìn)行標(biāo)準(zhǔn)式的托板底部清潔和工作臺(tái)兩側(cè)面的切屑沖洗,。防止機(jī)床鈑金的所有部分的切屑堆積,可有力支持長(zhǎng)時(shí)間的連續(xù)運(yùn)轉(zhuǎn),,無(wú)需清潔,。
使用大流量噴淋冷卻液對(duì)加工室內(nèi)的各角落以及工作臺(tái)周圍進(jìn)行清掃,防止切屑堆積,。
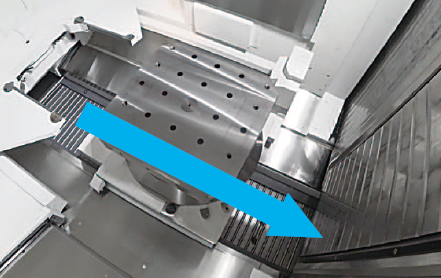
可實(shí)現(xiàn)從所有加工領(lǐng)域排出切屑的全中心槽結(jié)構(gòu)
統(tǒng)合整個(gè)加工室的機(jī)內(nèi)排屑器。
防止切屑落入機(jī)內(nèi),。
擴(kuò)大主軸正下方的切屑排出口,。可順利地將切屑排出到機(jī)床外部,。
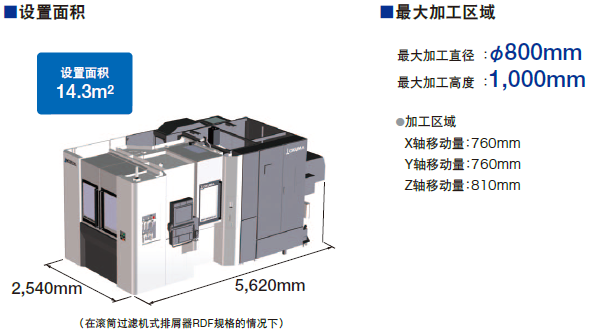
具有一流面積生產(chǎn)率的節(jié)省空間設(shè)計(jì)
實(shí)現(xiàn)了緊湊的地面空間而且較大的加工空間
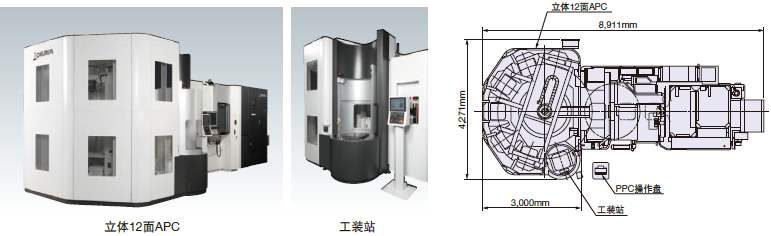
也適用于節(jié)省空間的立體多面APC
搭載有OSP-AI的智能機(jī)
安裝在CNC控制裝置(OSP-P300MA)的AI可診斷機(jī)器的進(jìn)給軸是否出現(xiàn)異常并判斷出現(xiàn)異常的部位,。
即使沒(méi)有機(jī)床養(yǎng)護(hù)相關(guān)的專業(yè)知識(shí)和專用設(shè)備也可進(jìn)行預(yù)測(cè)性養(yǎng)護(hù)??勺畲笙薅瓤s短機(jī)床停機(jī)時(shí)間,,長(zhǎng)期穩(wěn)定地保持高精度和高生產(chǎn)率。每個(gè)人都可以通過(guò)操作面板的屏幕輕松地進(jìn)行診斷,。
用燈的顏色表示正常狀態(tài)和異常狀態(tài)的診斷結(jié)果,。
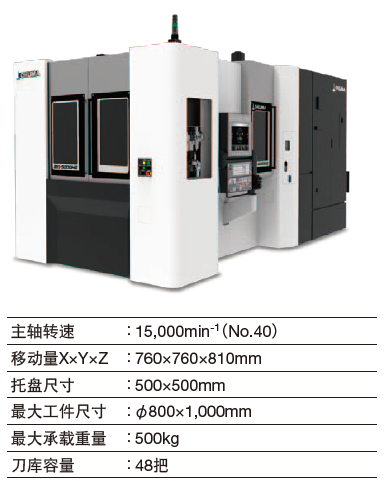
機(jī)床規(guī)格
| 項(xiàng)目 | 單位 | MB-5000HⅡ | ||
| No.40 | No.50*1 | |||
| 移動(dòng)量 | X軸移動(dòng)量(立柱左右) | mm | 760 | |
| Y軸移動(dòng)量(主軸頭上下) | mm | 760 | ||
| Z軸移動(dòng)量(工作臺(tái)前后) | mm | 810 | ||
| 托盤上面至主軸中心的距離 | mm | 50~810 | ||
| 托盤中心線至主軸端面的距離 | mm | 100~910 | ||
| 托盤 | 工作臺(tái)尺寸 | mm | 500×500 | |
| 最大承載重量 | kg | 500 | ||
| 分度角度 | 度 | 1[0.001] | ||
| 最大承載工件尺寸 | mm | φ800×1,000 | ||
| 主軸 | 主軸轉(zhuǎn)速 | min-1 | 15,000 [12,000、20,000] |
12,000 |
| 主軸錐孔 | 7/24錐度 No.40 [HSK-A63] |
7/24錐度 No.50 HSK-A100 |
||
| 主軸軸承內(nèi)徑 | mm | φ70[φ90,、φ70] | φ90 | |
| 進(jìn)給速度 | 快速進(jìn)給速度 | m/min | X,、Y、Z:60 | |
| 切削進(jìn)給速度 | mm/min | X,、Y,、Z:1~ 60,000 | ||
| 電機(jī) | 主軸電機(jī)(10分/連續(xù)) | kW | 26/18.5[33/26、30/22] | 33/26 |
| 進(jìn)給軸電機(jī) | kW | X,、Y,、Z: 5.2 | ||
| 工作臺(tái)分度電機(jī) | kW | 3.0[3.5] | ||
| ATC | 刀柄型式 | MAS403 BT40 [HSK-A63] |
MAS403 BT50 HSK-A100 |
|
| 拉釘型式 | MAS 2 | |||
| 刀庫(kù)容量 | 把 | 48 [64、100,、140,、180、220,、260,、300,、340] |
40、60,、80,、90、120,、150,、 180、210,、240 | |
| 刀具最大直徑(有鄰接刀具時(shí)) | mm | φ90 | φ100 | |
| 刀具最大直徑(無(wú)鄰接刀具時(shí)) | mm | φ170 | ||
| 刀具最大長(zhǎng)度 | mm | 510 | ||
| 刀具最大重量 | kg | 12 | 15 | |
| 刀具選擇方式 | 隨機(jī)存儲(chǔ)*2 | |||
| 機(jī)床尺寸 | 機(jī)床高度 | mm | 2,893 | |
| 占地面積 長(zhǎng)×寬*3 | mm | 2,540×5,620 | 2,900×5,620 | |
| 機(jī)床重量 | kg | 13,700 | 14,000 | |
| 控制裝置 | OSP-P300MA | |||
*1. No.50主軸規(guī)格為特殊規(guī)格,。 *2:80把以上為固有地址類型。 *3:在滾筒過(guò)濾機(jī)式排屑器RDF規(guī)格的情況下[?。萏厥庖?guī)格
標(biāo)準(zhǔn)規(guī)格
■特殊規(guī)格

排屑器推薦規(guī)格
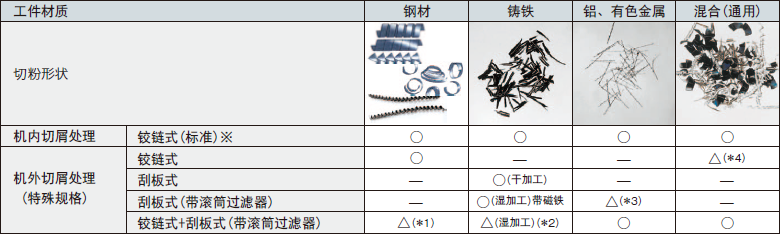
*1)細(xì)微切屑較多時(shí) *2)有長(zhǎng)度100mm以上的切屑時(shí)?。?)無(wú)長(zhǎng)度100mm以上的切屑時(shí)?。?)細(xì)微切屑較少時(shí)注)干式切削時(shí)請(qǐng)適當(dāng)對(duì)托盤下等處堆積的切屑進(jìn)行清掃。
機(jī)外切屑處理(提升式排屑器)的代表型式

思誠(chéng)資源為您提供:日本大隈_OKUMA臥式加工中心MB-5000HⅡ的采購(gòu)報(bào)價(jià),、OKUMA(大隈)G61DFE815CA3E5型號(hào)參數(shù),、規(guī)格圖片、PDF畫冊(cè)等資料,,如您想了解更多關(guān)于OKUMA(大隈)正品品牌的其他加工中心資料與產(chǎn)品貨期庫(kù)存,、行情價(jià)格,就在思誠(chéng)資源MRO商城,。
備注:因廠家會(huì)在沒(méi)有任何提前通知的情況下更改產(chǎn)品包裝,、產(chǎn)地或者一些附件,本公司不能確??蛻羰盏降呢浳锱c思誠(chéng)資源網(wǎng)站提供的產(chǎn)品圖片,、產(chǎn)地、附件說(shuō)明等完全一致,。若本網(wǎng)站沒(méi)有及時(shí)更新,,敬請(qǐng)諒解!

品牌:OKUMA(大隈)
型號(hào):G61D40D6F05C05
品牌:OKUMA(大隈)
型號(hào):G61DE9DED3E708

品牌:DAHLIH(大立)
型號(hào):G5C89CC62A6EFD

品牌:OKUMA(大隈)
型號(hào):G61DFE815CA3E5

品牌:DAHLIH(大立)
型號(hào):G5E1D39F2BC7E5

品牌:JAEGER(積架)
型號(hào):MOULD RELEASE AGENT

品牌:JAEGER(積架)
型號(hào):EASY CLEAN SPRAY

品牌:JAEGER(積架)
型號(hào):J1

品牌:JAEGER(積架)
型號(hào):MOULD RELEASE AGENT

品牌:比爾(KORNICHE)
型號(hào):DRILL AND TAP FLUID


微信公眾平臺(tái)
微信掃碼溝通,,無(wú)需添加好友









