



















































































































































企業(yè)動(dòng)態(tài)2024-12-27
測量工具不同于其他一般工具,,出廠身份就是衡量他物的標(biāo)準(zhǔn),。使用者在選擇量具時(shí)考慮生產(chǎn)商的溯源性是必然的。當(dāng)然要追求精準(zhǔn)的測量結(jié)果,,正確的使用方法和對工具的日常保養(yǎng)也尤為重要,。指示表是常見的比較測量工具,日常該如何正確點(diǎn)檢和維護(hù)它呢,?今天小編就為您分享一下指示表的日常點(diǎn)檢步驟,。我們先熟悉一下指示表的各部位的名稱吧~

/指示表の各部位名稱/
點(diǎn)檢前需要準(zhǔn)備的物品有:指示表檢測器i-Check、測力檢測儀,、指示表臺架,、酒精、無紡布(干凈的紙或布)
01,、點(diǎn)檢前的確認(rèn)事項(xiàng),,外觀的目視確認(rèn)
- 指示表的外觀需要進(jìn)行目視外觀確認(rèn):
- 各部位有無劃傷、生銹...
- 測頭,、螺絲類有無松動(dòng)...
- 各部位有無零部件缺少,、損傷等...
- 測頭有無磨損...
- 長/短針的靜止位置是否穩(wěn)定在設(shè)定的位置...
溫馨提示
關(guān)于長/短針的靜止位置,長針對準(zhǔn)零點(diǎn)時(shí)也請確認(rèn)短針是否也對準(zhǔn)了零點(diǎn),。
關(guān)于長/短針的靜止位置,長針對準(zhǔn)零點(diǎn)時(shí)也請確認(rèn)短針是否也對準(zhǔn)了零點(diǎn),。
02,、點(diǎn)檢前的確認(rèn)事項(xiàng)指示表的清潔
開始檢查前需要對指示表進(jìn)行清潔, 測桿的污垢請使用含有少量酒精的無紡布等柔軟的布擦拭,。需要注意:
- 擦拭測桿時(shí)將上端的表帽取下,,對測桿的頂端也進(jìn)行清潔。
- 如果表蓋的污垢影響了刻度的讀取,,請使用沾有中性清洗劑的無紡布等柔軟的布來擦拭,。

溫馨提示
為防止因塵埃附著引起動(dòng)作不良,,請不要在測桿上涂抹潤滑油等,。
為防止因塵埃附著引起動(dòng)作不良,,請不要在測桿上涂抹潤滑油等,。
03、點(diǎn)檢前的準(zhǔn)備事項(xiàng),,指示表的動(dòng)作確認(rèn)
清潔結(jié)束后,,需要按照如下來進(jìn)行動(dòng)作確認(rèn): 全測量范圍動(dòng)作測桿,通過觸感確認(rèn)是否有阻滯,。目視以及用觸感來確認(rèn)長?短針是否無阻滯現(xiàn)象,。
請注意:觸感、目視檢查外請?jiān)俅_認(rèn)有無異常的聲音,。
請注意:觸感、目視檢查外請?jiān)俅_認(rèn)有無異常的聲音,。

溫馨提示
確認(rèn)動(dòng)作時(shí)請變化上推測桿的速度(快或者慢)及姿勢進(jìn)行確認(rèn),。
確認(rèn)動(dòng)作時(shí)請變化上推測桿的速度(快或者慢)及姿勢進(jìn)行確認(rèn),。
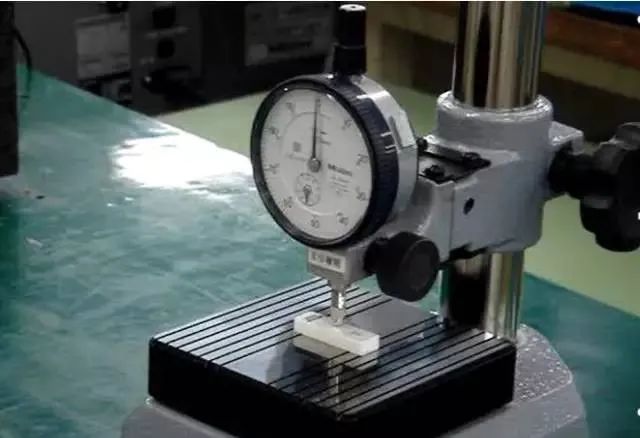
04、精度檢查前指示表的固定
精度檢查之前,需要先將指示表固定在指示表檢測器i-Checker上,。如果固定不妥當(dāng),,則會導(dǎo)致精度不穩(wěn)定。有關(guān)i-Checker的介紹請點(diǎn)擊閱讀《指示表的精度,,靠它來守護(hù)》,。

溫馨提示
為了減少視值誤差,,固定時(shí)請將指示表朝向自己的正前方,。
為了減少視值誤差,,固定時(shí)請將指示表朝向自己的正前方,。
05,、精度確認(rèn)指示表的零位調(diào)整
長針調(diào)零位時(shí)必須以測桿受力(正行程)的方向進(jìn)行。超出零點(diǎn)時(shí),,需要將長針重新返回到原始位置再次進(jìn)行調(diào)整,。注意:如測量零位以外的測量點(diǎn)時(shí),如超出測量點(diǎn),,也同樣要將長針返回到上一個(gè)測量點(diǎn)后再重新進(jìn)行測量,。

溫馨提示
為了減少視值誤差,眼睛的高度請對準(zhǔn)百分表刻度盤的中心部位,。
為了減少視值誤差,眼睛的高度請對準(zhǔn)百分表刻度盤的中心部位,。
06,、指示表精度檢查
以指示表2046S為例,其檢查點(diǎn)為:
●從基點(diǎn)開始旋轉(zhuǎn)2圈 ?每1/10旋轉(zhuǎn)
●旋轉(zhuǎn)5圈 ?每1/2旋轉(zhuǎn)
●5圈以上 ?每1旋轉(zhuǎn)
將測桿一直按壓到測量范圍的終點(diǎn),,從該狀態(tài)將測桿朝相反的方向返回,、測量和正向測量時(shí)的同一點(diǎn)位,從兩個(gè)方向取得的誤差線圖求測量值,。2046S的精度線圖如下:
●從基點(diǎn)開始旋轉(zhuǎn)2圈 ?每1/10旋轉(zhuǎn)
●旋轉(zhuǎn)5圈 ?每1/2旋轉(zhuǎn)
●5圈以上 ?每1旋轉(zhuǎn)
將測桿一直按壓到測量范圍的終點(diǎn),,從該狀態(tài)將測桿朝相反的方向返回,、測量和正向測量時(shí)的同一點(diǎn)位,從兩個(gè)方向取得的誤差線圖求測量值,。2046S的精度線圖如下:
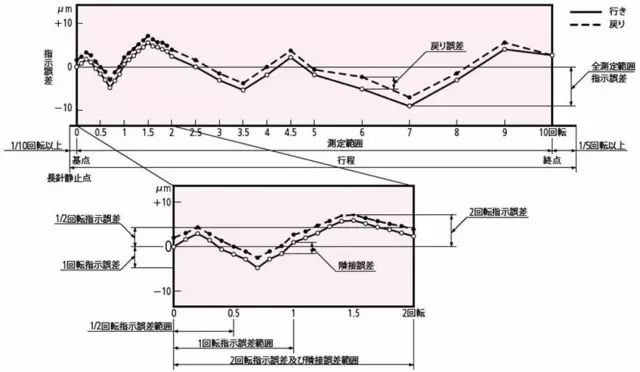
以指示表2046S為例,其指示誤差規(guī)格值為:
●1/10旋轉(zhuǎn)指示誤差 ? 8μm
●1/2旋轉(zhuǎn)指示誤差 ?±9μm
●1圈指示誤差 ?±10μm
●2圈指示誤差 ?±15μm
●全測量范圍指示誤差 ?±15μm
07,、精度檢查,,重復(fù)精度檢查
將測頭垂直于測量臺架上、在測量范圍內(nèi)的任意位置將測桿以急速及緩慢的速度動(dòng)作5次,,求取示值的最大差,。安裝在i-Checker上進(jìn)行重復(fù)精度檢查時(shí),會破壞i-Checker測頭的平面所以請不要使用i-Checker進(jìn)行重復(fù)精度的確認(rèn),。
●1/10旋轉(zhuǎn)指示誤差 ? 8μm
●1/2旋轉(zhuǎn)指示誤差 ?±9μm
●1圈指示誤差 ?±10μm
●2圈指示誤差 ?±15μm
●全測量范圍指示誤差 ?±15μm
07,、精度檢查,,重復(fù)精度檢查
將測頭垂直于測量臺架上、在測量范圍內(nèi)的任意位置將測桿以急速及緩慢的速度動(dòng)作5次,,求取示值的最大差,。安裝在i-Checker上進(jìn)行重復(fù)精度檢查時(shí),會破壞i-Checker測頭的平面所以請不要使用i-Checker進(jìn)行重復(fù)精度的確認(rèn),。
溫馨提示
使用鑷子抬起測頭,操作會更容易,。
使用鑷子抬起測頭,操作會更容易,。
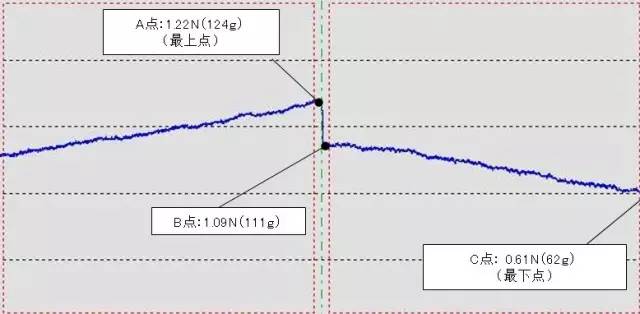
08,、測量力的檢測
以測桿向下的姿勢夾持百分表,上下方向連續(xù),、緩慢移動(dòng)測桿,,檢測范圍內(nèi)基點(diǎn)、中間點(diǎn)及終點(diǎn)的測量力,。以指示表2046S為例,,其測力規(guī)格值如下:
●最大測量力 ? 1.5N
●最小測量力 ? 0.4N
●最大和最小的差 ? 0.7N (測桿同一運(yùn)動(dòng)方向)
●測桿上升和下降時(shí)的測量力差 ? 0.6N

●最大測量力:1.22N(124g)【A點(diǎn)】
●最小測量力:0.61N(62g)【C點(diǎn)】
●最大和最小的差 ?0.48N(111g-62g)【B點(diǎn)-C點(diǎn)】
●測桿上升和下降時(shí)的測量力差:0.13N(124g-111g)【A點(diǎn)-B點(diǎn)】
* 由于不同的檢查方式間存在差異,,以上內(nèi)容僅供大家參考。






