



















































































































































企業(yè)動(dòng)態(tài)2024-12-27
在人們?cè)絹?lái)越追求個(gè)性化的今天,,商品迭代的速度也越來(lái)越快,其中所涉及的制造環(huán)節(jié)也需要更快的節(jié)奏,,來(lái)滿足人們?nèi)找嬖鲩L(zhǎng)的需求,。
為了更快的實(shí)現(xiàn)這些個(gè)性化的功能,在制造環(huán)節(jié):
刀具公司開(kāi)發(fā)更合適的刀具結(jié)構(gòu),,研發(fā)更先進(jìn)的切削材料,。
CAM公司開(kāi)發(fā)更有效率的刀具路徑。
作為制造的基礎(chǔ)——機(jī)床公司(比如說(shuō)我們哈斯自己),,不但要持續(xù)的提高機(jī)床的精度和剛性,,還要研發(fā)更人性化的操作系統(tǒng)。
不只是制造的精度和速度,,個(gè)性化還需要單個(gè)商品實(shí)現(xiàn)多功能,,由于實(shí)際制造工藝的限制,設(shè)計(jì)師不得不以拼接的方式來(lái)組合多個(gè)零件,,讓商品在保證質(zhì)量的同時(shí)來(lái)實(shí)現(xiàn)多功能,。這也是為什么加工要求越來(lái)越嚴(yán)的原因,單個(gè)零件的公差會(huì)影響組件的質(zhì)量,,組件承擔(dān)著多功能的任務(wù),,零件絲毫的偏差就會(huì)導(dǎo)致某些功能無(wú)法正常使用。
零件通常以螺紋,,焊接等方式來(lái)進(jìn)行拼接,,由于螺紋可調(diào)試,所以能實(shí)現(xiàn)相對(duì)更高的精度,,這也是螺紋連接應(yīng)用越來(lái)越廣的原因,。
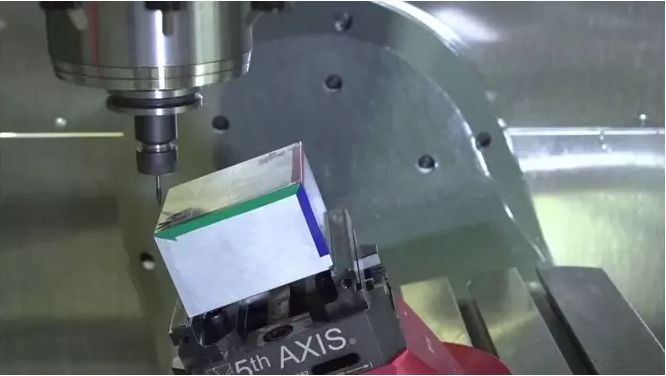
為了實(shí)現(xiàn)更快的加工節(jié)奏,在機(jī)器制造上,哈斯推出了DT,DM系列的鉆攻中心,。他們具有高速移動(dòng)高達(dá)61M/min的能力,,大容量的刀庫(kù)等實(shí)用功能,,還推出了能實(shí)現(xiàn)五軸聯(lián)動(dòng)的UMC系列,。
刀具公司開(kāi)發(fā)更合適的刀具結(jié)構(gòu),,研發(fā)更先進(jìn)的切削材料,。
CAM公司開(kāi)發(fā)更有效率的刀具路徑。
作為制造的基礎(chǔ)——機(jī)床公司(比如說(shuō)我們哈斯自己),,不但要持續(xù)的提高機(jī)床的精度和剛性,,還要研發(fā)更人性化的操作系統(tǒng)。
不只是制造的精度和速度,,個(gè)性化還需要單個(gè)商品實(shí)現(xiàn)多功能,,由于實(shí)際制造工藝的限制,設(shè)計(jì)師不得不以拼接的方式來(lái)組合多個(gè)零件,,讓商品在保證質(zhì)量的同時(shí)來(lái)實(shí)現(xiàn)多功能,。這也是為什么加工要求越來(lái)越嚴(yán)的原因,單個(gè)零件的公差會(huì)影響組件的質(zhì)量,,組件承擔(dān)著多功能的任務(wù),,零件絲毫的偏差就會(huì)導(dǎo)致某些功能無(wú)法正常使用。
零件通常以螺紋,,焊接等方式來(lái)進(jìn)行拼接,,由于螺紋可調(diào)試,所以能實(shí)現(xiàn)相對(duì)更高的精度,,這也是螺紋連接應(yīng)用越來(lái)越廣的原因,。
為了實(shí)現(xiàn)更快的加工節(jié)奏,在機(jī)器制造上,哈斯推出了DT,DM系列的鉆攻中心,。他們具有高速移動(dòng)高達(dá)61M/min的能力,,大容量的刀庫(kù)等實(shí)用功能,,還推出了能實(shí)現(xiàn)五軸聯(lián)動(dòng)的UMC系列,。
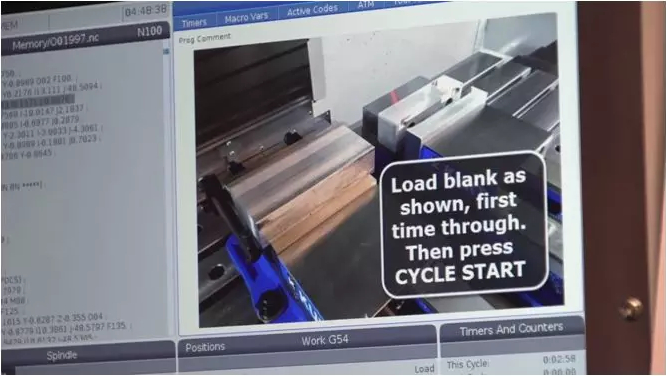
在系統(tǒng)的研發(fā)上,我們推出了NGC數(shù)控系統(tǒng),,其中包含:
程序中插入多媒體文件 <-點(diǎn)擊查看
反轉(zhuǎn)除屑 <-點(diǎn)擊查看
分段鉆孔 <-點(diǎn)擊查看
等諸多實(shí)用的功能,。
程序中插入多媒體文件 <-點(diǎn)擊查看
反轉(zhuǎn)除屑 <-點(diǎn)擊查看
分段鉆孔 <-點(diǎn)擊查看
等諸多實(shí)用的功能,。
在技術(shù)培訓(xùn)上
我們推出了哈斯小貼士系列
以及
即將推出的見(jiàn)了5軸別慫系列
我們推出了哈斯小貼士系列
以及
即將推出的見(jiàn)了5軸別慫系列

在現(xiàn)在的螺紋孔加工中
我們通常會(huì)選擇用絲錐或者螺紋銑刀進(jìn)行加工
螺紋銑刀由于使用的是性能更優(yōu)秀的硬質(zhì)合金材料,所以可加工的材料范圍更廣,,由于切削方式的不同,,螺紋銑刀需要的機(jī)床扭矩更小,所以可以加工螺紋的范圍會(huì)更大,,不但可以加工內(nèi)螺紋,,外螺紋也同樣適用。
對(duì)于小而深的螺紋孔
絲錐就成了唯一選擇
對(duì)于剛性而言,,擠壓絲錐優(yōu)勢(shì)明顯,,由于采用擠壓的方式,這讓擠壓絲錐加工出的螺紋質(zhì)量也相對(duì)更優(yōu)秀,,質(zhì)量也更加穩(wěn)定,。由于擠壓絲錐本身材料和加工材質(zhì)限制,使其無(wú)法達(dá)到切削絲錐的加工速度,,所以在通用性和加工速度上,,切削絲錐更勝一籌。
我們通常會(huì)選擇用絲錐或者螺紋銑刀進(jìn)行加工
螺紋銑刀由于使用的是性能更優(yōu)秀的硬質(zhì)合金材料,所以可加工的材料范圍更廣,,由于切削方式的不同,,螺紋銑刀需要的機(jī)床扭矩更小,所以可以加工螺紋的范圍會(huì)更大,,不但可以加工內(nèi)螺紋,,外螺紋也同樣適用。
對(duì)于小而深的螺紋孔
絲錐就成了唯一選擇
對(duì)于剛性而言,,擠壓絲錐優(yōu)勢(shì)明顯,,由于采用擠壓的方式,這讓擠壓絲錐加工出的螺紋質(zhì)量也相對(duì)更優(yōu)秀,,質(zhì)量也更加穩(wěn)定,。由于擠壓絲錐本身材料和加工材質(zhì)限制,使其無(wú)法達(dá)到切削絲錐的加工速度,,所以在通用性和加工速度上,,切削絲錐更勝一籌。
如果絲錐的切削速度已經(jīng)到達(dá)極限
我們?cè)撊绾芜M(jìn)一步的提高攻牙效率呢,?
哈斯向你推薦我們的新功能
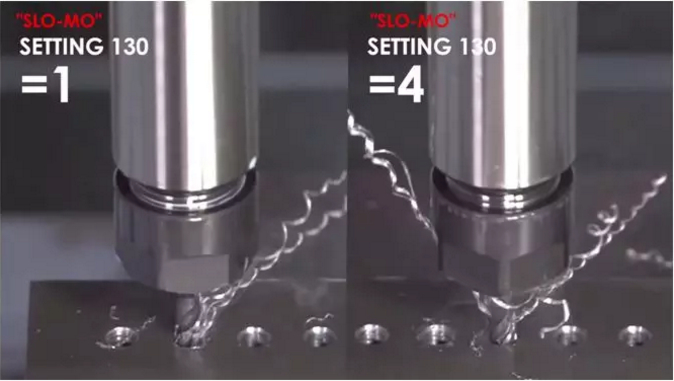
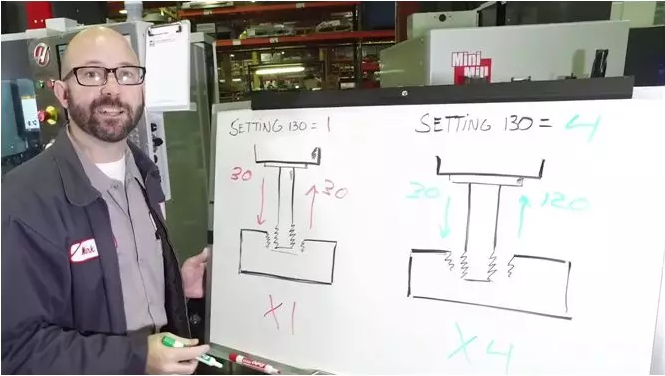
- 攻牙返回倍率 -
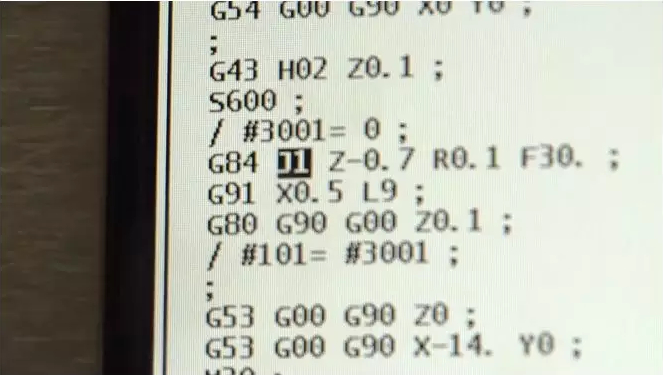
在螺紋孔的加工中,,我們通常會(huì)使用分段(Q值方式)來(lái)保證加工的安全性,但是攻牙循環(huán)在每次絲錐返回參考平面(R)時(shí)浪費(fèi)了不少時(shí)間,,這個(gè)過(guò)程即沒(méi)有有效的切削工件,,絲錐也不需要額外的冷卻時(shí)間,所以好好利用這里的時(shí)間是個(gè)不錯(cuò)的主意,,既不需要額外的花費(fèi),,還能提高攻牙的速度,何樂(lè)而不為,!
我們?cè)撊绾芜M(jìn)一步的提高攻牙效率呢,?
哈斯向你推薦我們的新功能
- 攻牙返回倍率 -
在螺紋孔的加工中,,我們通常會(huì)使用分段(Q值方式)來(lái)保證加工的安全性,但是攻牙循環(huán)在每次絲錐返回參考平面(R)時(shí)浪費(fèi)了不少時(shí)間,,這個(gè)過(guò)程即沒(méi)有有效的切削工件,,絲錐也不需要額外的冷卻時(shí)間,所以好好利用這里的時(shí)間是個(gè)不錯(cuò)的主意,,既不需要額外的花費(fèi),,還能提高攻牙的速度,何樂(lè)而不為,!
為了更詳細(xì)的說(shuō)明如何以及為什么使用這個(gè)功能,,我們特地的請(qǐng)了MARK師傅進(jìn)行講解,在講解視頻的最后MARK師傅還說(shuō)了一句富有哲理的話,,還希望大家能說(shuō)出你對(duì)這句話的看法,!






