



















































































































































企業(yè)動(dòng)態(tài)2024-12-27
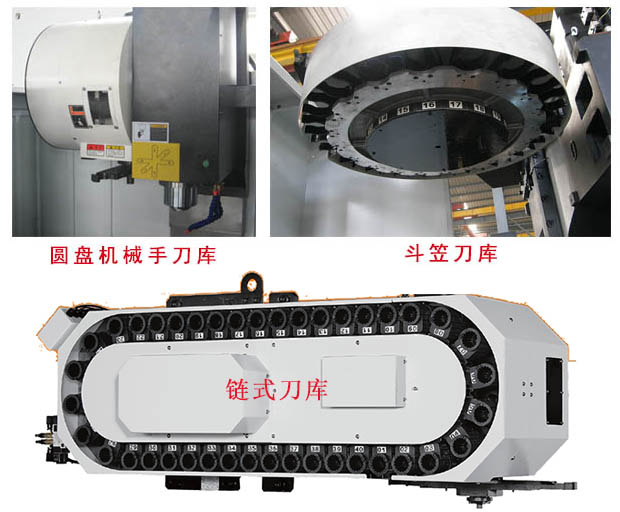
加工中心與數(shù)控銑床較大的差異表現(xiàn)在刀庫及其換刀裝置。加工中心刀庫的常見形式有:圓盤式刀庫,、斗笠式刀庫和鏈?zhǔn)降稁?。加工中心的換刀方式有機(jī)械手換刀與主軸換刀兩種。圓盤式刀庫和鏈?zhǔn)降稁煲话悴捎脵C(jī)械手換刀,,而斗笠式刀庫一般采用主軸換刀,。
刀庫中刀具的選刀方式有順序選刀與任意選刀兩種,前者是將加工所需要的刀具按照預(yù)先確定的加工順序依次安裝在刀座中,,換刀時(shí),刀庫按順序轉(zhuǎn)位,,這種方式的控制及刀庫運(yùn)動(dòng)簡單,,但靈活性差,近年來已經(jīng)不常采用,。后者主要是對(duì)刀庫中的刀座進(jìn)行編碼,,數(shù)控機(jī)床根據(jù)編碼地址選刀,這種方式應(yīng)用廣泛,。
任意選刀刀庫按刀具編碼方式的不同又分為固定地址換刀刀庫和隨機(jī)地址換刀刀庫兩類,。固定地址刀庫中刀具存放位里與刀座號(hào)相同且固定,從刀庫中取出的刀具使用后仍還回到原來刀座,,刀具號(hào)與刀座號(hào)始終一致,,操作者可隨時(shí)了解刀庫中的裝刀情況,,可以根據(jù)刀具在刀庫中的分布直接編寫加工程序中的T指令。斗笠式刀庫多采用固定地址選刀方式,。隨機(jī)地址刀庫中存放刀具的刀號(hào)和刀座號(hào),,所以系統(tǒng)設(shè)置有一個(gè)刀具表,存放刀具號(hào)與對(duì)應(yīng)的刀座號(hào)的關(guān)系,。每次換刀動(dòng)作后.刀具號(hào)放入刀座號(hào)的關(guān)系是變化的,,但這種變化記憶在刀具表中.選刀指令可根據(jù)刀具表中刀具所對(duì)應(yīng)的刀座號(hào)進(jìn)行選刀(注意程序中的選刀指令仍然指令刀具號(hào))。此外,,操作者還能隨時(shí)查詢刀具表,,必耍時(shí)還能編輯和修改刀其表。圓盤式和鏈?zhǔn)降稁於嗖捎秒S機(jī)地址選刀方式,。
斗笠式刀庫一般較小,,可手工直接將刀具裝入刀庫中相應(yīng)的刀座上。但大部分刀庫的裝刀是借助于主軸手工裝刀,,然后通過換刀指令將其裝入刀庫,。裝刀操作如下:
1)先執(zhí)行TxxM06, x x為欲換的刀具號(hào)。
2)手動(dòng)將x x號(hào)刀共裝到主軸上,。
重復(fù)上面的操作,,可以繼續(xù)裝刀。
加工中心的換刀過程一般包括兩個(gè)動(dòng)作—選刀與換刀,,分別對(duì)應(yīng)刀典指令Tx x和換刀指令M06.選刀和換刀可以在一個(gè)程序段完成,,也可以分散在不同的程序段完成,后者可以提高工作效率,。
應(yīng)當(dāng)注意的是,,加工中心的刀庫一般由專業(yè)廠家生產(chǎn),其選刀與換刀方式及指令格式取決于刀庫廠家以及機(jī)床廠家的設(shè)計(jì),,因此,,刀庫的選刀與換刀方式必須以機(jī)床廠家的操作手冊(cè)為準(zhǔn)。
加工中心的換刀位置一般較為固定.如設(shè)置在Z軸的參考點(diǎn)位置(可用G28指令返回),,也有專門設(shè)置的位置(一般用G30指令返回),。
任意選刀刀庫按刀具編碼方式的不同又分為固定地址換刀刀庫和隨機(jī)地址換刀刀庫兩類,。固定地址刀庫中刀具存放位里與刀座號(hào)相同且固定,從刀庫中取出的刀具使用后仍還回到原來刀座,,刀具號(hào)與刀座號(hào)始終一致,,操作者可隨時(shí)了解刀庫中的裝刀情況,,可以根據(jù)刀具在刀庫中的分布直接編寫加工程序中的T指令。斗笠式刀庫多采用固定地址選刀方式,。隨機(jī)地址刀庫中存放刀具的刀號(hào)和刀座號(hào),,所以系統(tǒng)設(shè)置有一個(gè)刀具表,存放刀具號(hào)與對(duì)應(yīng)的刀座號(hào)的關(guān)系,。每次換刀動(dòng)作后.刀具號(hào)放入刀座號(hào)的關(guān)系是變化的,,但這種變化記憶在刀具表中.選刀指令可根據(jù)刀具表中刀具所對(duì)應(yīng)的刀座號(hào)進(jìn)行選刀(注意程序中的選刀指令仍然指令刀具號(hào))。此外,,操作者還能隨時(shí)查詢刀具表,,必耍時(shí)還能編輯和修改刀其表。圓盤式和鏈?zhǔn)降稁於嗖捎秒S機(jī)地址選刀方式,。
斗笠式刀庫一般較小,,可手工直接將刀具裝入刀庫中相應(yīng)的刀座上。但大部分刀庫的裝刀是借助于主軸手工裝刀,,然后通過換刀指令將其裝入刀庫,。裝刀操作如下:
1)先執(zhí)行TxxM06, x x為欲換的刀具號(hào)。
2)手動(dòng)將x x號(hào)刀共裝到主軸上,。
重復(fù)上面的操作,,可以繼續(xù)裝刀。
加工中心的換刀過程一般包括兩個(gè)動(dòng)作—選刀與換刀,,分別對(duì)應(yīng)刀典指令Tx x和換刀指令M06.選刀和換刀可以在一個(gè)程序段完成,,也可以分散在不同的程序段完成,后者可以提高工作效率,。
應(yīng)當(dāng)注意的是,,加工中心的刀庫一般由專業(yè)廠家生產(chǎn),其選刀與換刀方式及指令格式取決于刀庫廠家以及機(jī)床廠家的設(shè)計(jì),,因此,,刀庫的選刀與換刀方式必須以機(jī)床廠家的操作手冊(cè)為準(zhǔn)。
加工中心的換刀位置一般較為固定.如設(shè)置在Z軸的參考點(diǎn)位置(可用G28指令返回),,也有專門設(shè)置的位置(一般用G30指令返回),。






