企業(yè)動態(tài)2024-12-27
一,、何為電極
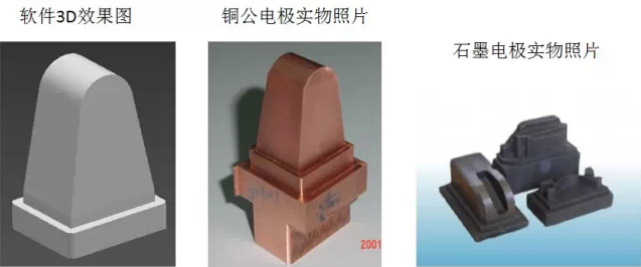
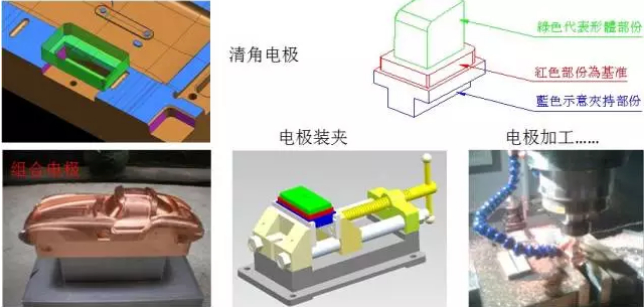
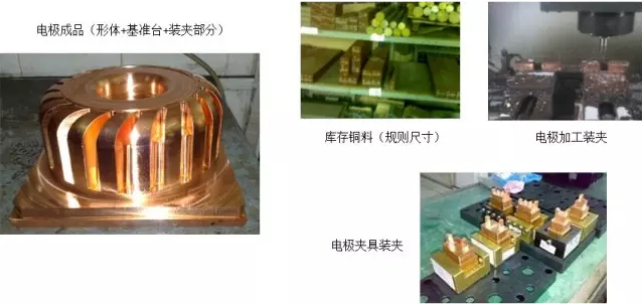
如圖﹐即為一電極之3D形狀與實物照片,。電極是用來進行電火花加工的媒介,它的材料要求導(dǎo)電性能良好,,如:銅﹑石墨等,。銅電極我們常稱為銅公;石墨電極也常常被稱為碳公,;
二,、電極的作用
電極常用于火花機的放電加工(放電加工是模具加工中重要的一環(huán)),,電極更容易加工出各種產(chǎn)品的復(fù)雜形狀,電火花加工精度更高,、模具狹小需要用電極成型,。
二,、電極的作用
電極常用于火花機的放電加工(放電加工是模具加工中重要的一環(huán)),,電極更容易加工出各種產(chǎn)品的復(fù)雜形狀,電火花加工精度更高,、模具狹小需要用電極成型,。

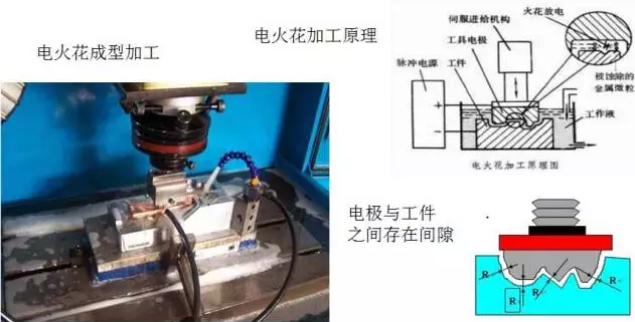
三、電極與電火花成型加工原理
電火花加工是基于脈沖放電的蝕除原理進行蝕除工件材料加工時,,工具電極與工件材料不接觸,,兩者之間宏觀作用力極小。
電火花加工是基于脈沖放電的蝕除原理進行蝕除工件材料加工時,,工具電極與工件材料不接觸,,兩者之間宏觀作用力極小。
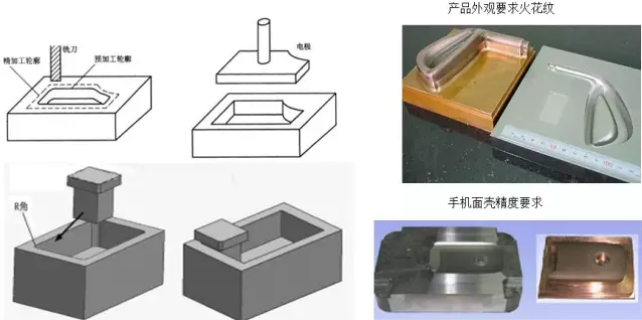
四,、什么情況下需要拆電極
銑床銑不到的部位區(qū)域過小,、深度過深)模具材料的硬度過高時(刀具難以直接加工)產(chǎn)品外觀的特殊要求(火花紋面、鏡面等)
五,、電極構(gòu)成
形體部份(產(chǎn)品形狀,、模具角落)
電極基準(工具校正分中、碰數(shù))
夾持部份(加工時固定工件作用)
形體部份(產(chǎn)品形狀,、模具角落)
電極基準(工具校正分中、碰數(shù))
夾持部份(加工時固定工件作用)
六,、電極之各部分關(guān)系
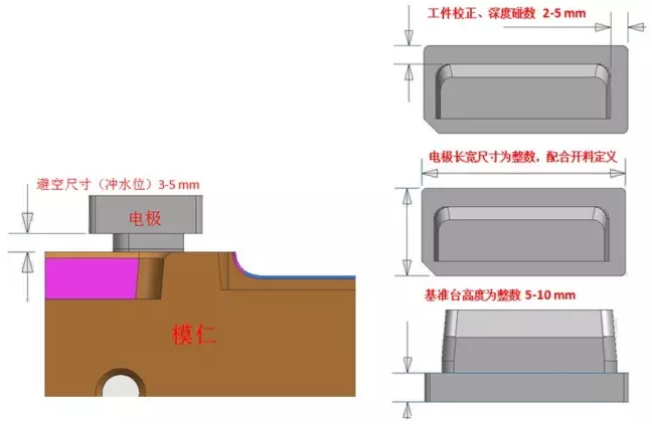
電極基準框與形體 單邊距離 2-5 mm
電極基準框為整數(shù),,配合開料尺寸定義
電極基準框高度一般為 5-10 mm
基準面與模仁碰數(shù)面尺寸為整數(shù) 3-5mm
電極基準框與形體 單邊距離 2-5 mm
電極基準框為整數(shù),,配合開料尺寸定義
電極基準框高度一般為 5-10 mm
基準面與模仁碰數(shù)面尺寸為整數(shù) 3-5mm
七、電極方向與模具基準角
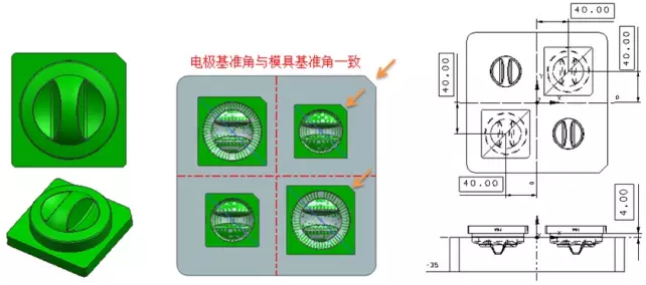
電極基準框的其中三邊倒圓角另外一邊為的倒角倒角尺寸較大電極基準框倒角方向與模具基準角一致(旋轉(zhuǎn)電極除外)電極基準框中心與模具中心盡可能定義為整數(shù),。
電極基準框的其中三邊倒圓角另外一邊為的倒角倒角尺寸較大電極基準框倒角方向與模具基準角一致(旋轉(zhuǎn)電極除外)電極基準框中心與模具中心盡可能定義為整數(shù),。
八,、電極形體延伸處理
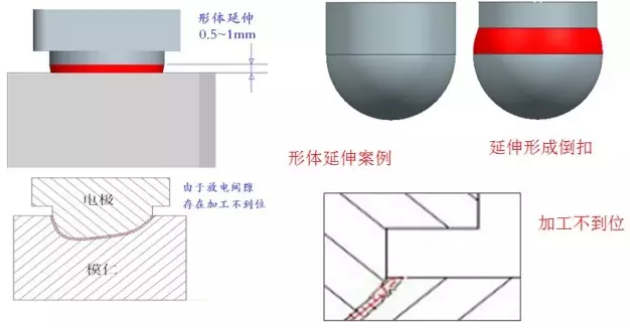
電極形體部分存在斜度時候需要延伸 0.5~1 mm,電極形體是半圓狀態(tài)是不需要延伸(會出現(xiàn)倒扣),。
電極形體部分存在斜度時候需要延伸 0.5~1 mm,電極形體是半圓狀態(tài)是不需要延伸(會出現(xiàn)倒扣),。
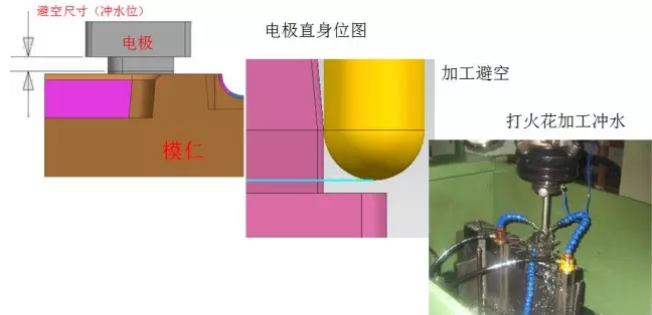
九,、電極形體直身位要求
電極形體延伸后需要拉伸出一段直身避空位(沖水位)電極直身位距離與加工刀具相關(guān)。
電極形體延伸后需要拉伸出一段直身避空位(沖水位)電極直身位距離與加工刀具相關(guān)。
十,、電極開料規(guī)則
電極開料:
長寬單邊要預(yù)留1-2MM,
高度總預(yù)留5-10MM, 例如62*57*33開料為65*60*40
長寬高都要是5的整倍數(shù),。(即個位數(shù)為“0”或“5”)
電極開料:
長寬單邊要預(yù)留1-2MM,
高度總預(yù)留5-10MM, 例如62*57*33開料為65*60*40
長寬高都要是5的整倍數(shù),。(即個位數(shù)為“0”或“5”)
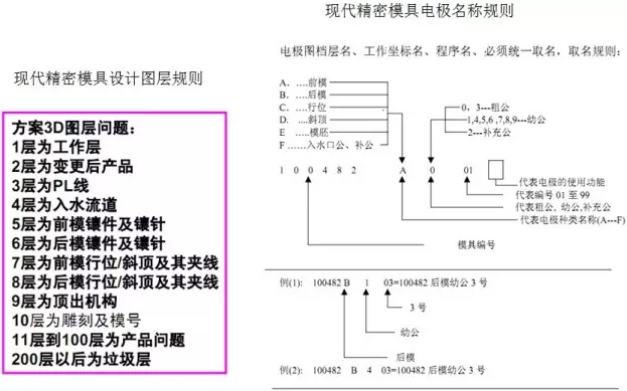
十一、電極的起名規(guī)則
模具部件的表示方法:
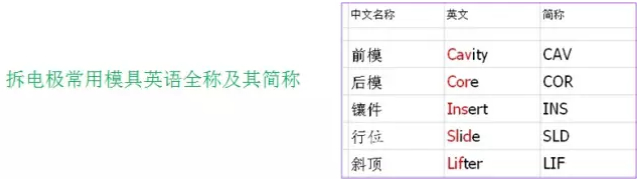
1:公模:COR,(也叫做后?;蛳履#?對應(yīng)電極:B)
2:母模:CAV ,(也叫做前?;蛏夏#?對應(yīng)電極:A)
3:斜頂:LIF(對應(yīng)電極:L)
4:滑塊:SLD(對應(yīng)電極:S)
5:鑲件:公模鑲件:COR-IN(也叫入子) 母模鑲件:CAV-IN
拆電極圖層定義
前模工件:圖層:100層 ,、101-109層放前模散件(前模鑲件等)
后模工件:圖層:200層 ,、201-209層放后模散件(后模鑲件等)
前模電極:圖層:01—50層 、編號:A01 ,、A02……
后模電極:圖層:50—99層 ,、編號:B01 、B02……
模具部件的表示方法:
1:公模:COR,(也叫做后?;蛳履#?對應(yīng)電極:B)
2:母模:CAV ,(也叫做前?;蛏夏#?對應(yīng)電極:A)
3:斜頂:LIF(對應(yīng)電極:L)
4:滑塊:SLD(對應(yīng)電極:S)
5:鑲件:公模鑲件:COR-IN(也叫入子) 母模鑲件:CAV-IN
拆電極圖層定義
前模工件:圖層:100層 ,、101-109層放前模散件(前模鑲件等)
后模工件:圖層:200層 ,、201-209層放后模散件(后模鑲件等)
前模電極:圖層:01—50層 、編號:A01 ,、A02……
后模電極:圖層:50—99層 ,、編號:B01 、B02……
十二,、電極的起名規(guī)則工廠個案