



















































































































































企業(yè)動(dòng)態(tài)2024-12-27
隨著石墨材料在工業(yè)領(lǐng)域的廣泛應(yīng)用,,人們也越來(lái)越多地接觸到石墨材料在銑削行業(yè)的應(yīng)用,比如模具加工領(lǐng)域的石墨電極,,3D熱彎玻璃模具,,以及電機(jī)轉(zhuǎn)子等等。但隨之而來(lái)的問題是:常規(guī)銑刀在加工石墨材料時(shí)刀具磨損非???,刀具壽命很短,刀具成本很高,,產(chǎn)品質(zhì)量的穩(wěn)定性差,,我們應(yīng)該如何應(yīng)對(duì)這個(gè)問題?
高精密銑削石墨材料的最佳搭檔——MicrospheroXG & MicrotoroXG 系列,!
亮點(diǎn)分析
多達(dá)219種的刀具規(guī)格
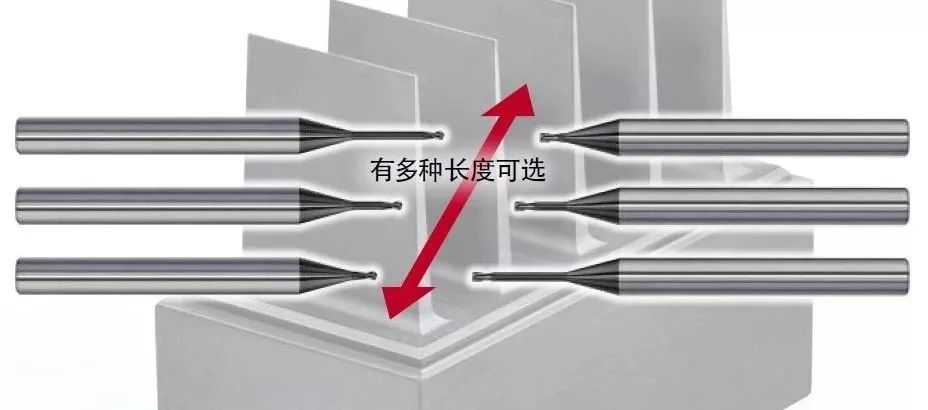
▲多樣化的刀具可選規(guī)格以及應(yīng)用領(lǐng)域
通過不斷地創(chuàng)新及拓展,,「MicrospheroXG & MicrotoroXG」系列銷售產(chǎn)品新增至 219 種!其直徑范圍最小僅為0.1 mm,,最大可至 6.0 mm ,。每一種規(guī)格結(jié)構(gòu)都經(jīng)過巧妙的設(shè)計(jì),為的是用戶能夠方便快捷地選中最適用的刀具,,從而達(dá)到最理想的效果,。
半徑公差+/-0.005 mm 這才是真正的高精度!
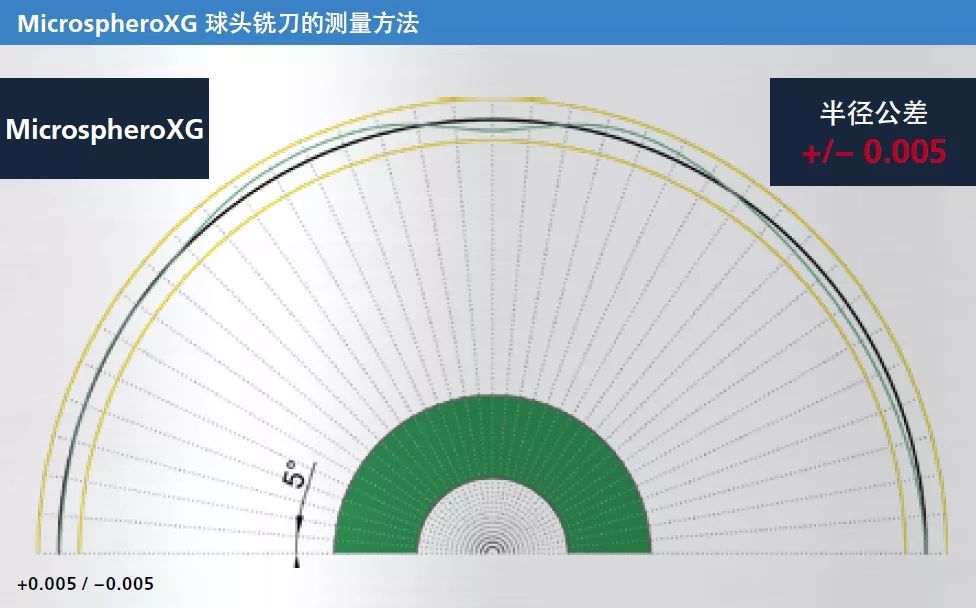
MicrospheroXG 球頭銑刀的半徑公差為「+/-0.005 mm」,。為了達(dá)到如此精度,,我們以180°為范圍測(cè)量整個(gè)切削刃,每隔 5° 測(cè)量一次半徑,。簡(jiǎn)而言之,,就是分別在5°,、10°,、15°、20°……175°,、180°都精確測(cè)量一次半徑,,從而能保證球頭部分的精度仍在公差范圍之內(nèi)。再配以按照 h5 公差磨削的刀柄,,不但能顯著降低回轉(zhuǎn)偏差,,更能進(jìn)一步提升產(chǎn)品的精度。

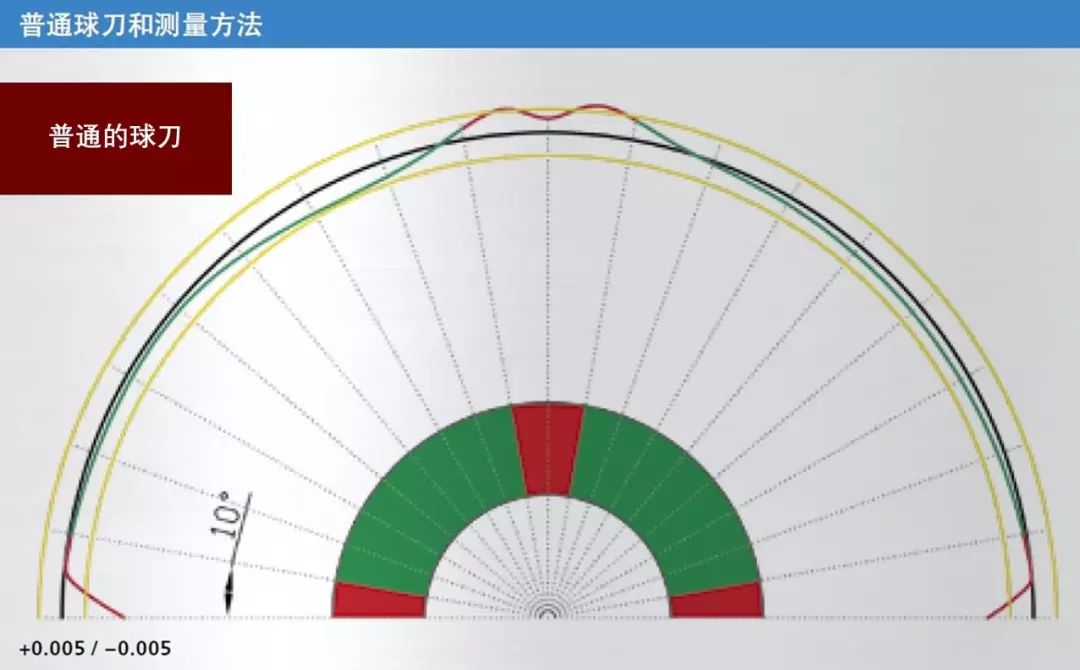
對(duì)于普通球刀,,常用,、習(xí)慣的測(cè)量方法通常僅測(cè)量10° 至 80° 、 100° 至 170°,,兩個(gè)范圍的半徑,。以此方法測(cè)量的目的是,,排除半徑和切削刃之間難以磨削的過渡段或刀尖的誤差。然而,,在常規(guī)3 軸機(jī)床上使用此類刀具時(shí),,陡峭的脫模斜面和底面的輪廓精度是不一致的。此時(shí),,缺乏精度保證的球刀表現(xiàn)自然欠佳,。
層厚公差+/-1μm 頂尖技術(shù)的杰作——金剛石基涂層
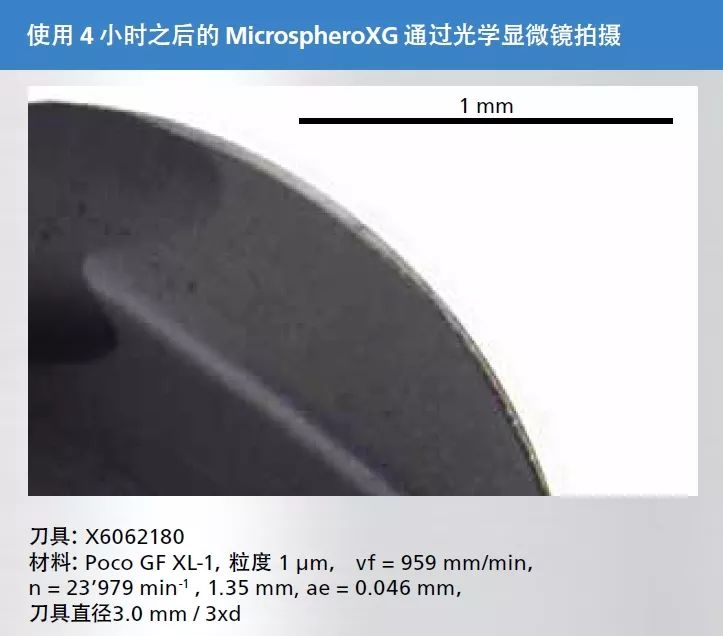
▲使用4小時(shí)后,MicrospheroXG測(cè)試結(jié)果
「MicrospheroXG 刀具」在銑削4小時(shí)之后,,半徑只縮小 4 μm,,如此優(yōu)異的表現(xiàn)得益于廣泛的產(chǎn)品范圍和智能的品類結(jié)構(gòu)——通過硬質(zhì)合金基體、金剛石涂層,、微觀和宏觀幾何結(jié)構(gòu)以及經(jīng)過優(yōu)化的 CAM 銑削策略的相互完美協(xié)作而實(shí)現(xiàn)的,。
在此其中,其高度耐磨的「金剛石基涂層——DIAPLUS」起到不容忽視的作用,。首先,,其涂層厚度高于市場(chǎng)平均水平;其次,,通過自主管控的涂層工藝確保了極高的均勻性和納米結(jié)構(gòu),。正由于將層厚公差范圍控制在 ±0.001mm ,從而才使得這一極高的精度要求——銑刀圓角公差范圍 ±0.005mm 的實(shí)現(xiàn)成為可能,。
在此其中,其高度耐磨的「金剛石基涂層——DIAPLUS」起到不容忽視的作用,。首先,,其涂層厚度高于市場(chǎng)平均水平;其次,,通過自主管控的涂層工藝確保了極高的均勻性和納米結(jié)構(gòu),。正由于將層厚公差范圍控制在 ±0.001mm ,從而才使得這一極高的精度要求——銑刀圓角公差范圍 ±0.005mm 的實(shí)現(xiàn)成為可能,。
技術(shù)解析

▲石墨球頭銑刀MicrospheroXG 技術(shù)參數(shù)
在面對(duì)最難進(jìn)行銑削加工的石墨材料時(shí),,「MicroXG系列刀具」也無(wú)所畏懼!219種刀具規(guī)格讓選擇最合適的刀具變得快捷簡(jiǎn)單,;高精度的產(chǎn)品不僅能保證加工的質(zhì)量,,更能顯著提高效率;頂尖的涂層技術(shù)使得刀具壽命延長(zhǎng),,而超長(zhǎng)的壽命確保了能夠長(zhǎng)時(shí)間,、穩(wěn)定地銑削產(chǎn)品,這一特點(diǎn)非常有利于實(shí)現(xiàn)生產(chǎn)的自動(dòng)化和智能化,,不僅能有效提高生產(chǎn)率,,更能大大地降低刀具損耗,從而降低綜合成本,,實(shí)現(xiàn)客戶利益最大化,。






