企業(yè)動(dòng)態(tài)2024-12-27
好馬需配好鞍,使用先進(jìn)的數(shù)控加工設(shè)備,,如果使用的刀具不對也是白搭,!選用合適的刀具材料,對刀具使用壽命,、加工效率,、加工質(zhì)量和加工成本等都有很大影響。本文提供了關(guān)于刀具知識(shí)的干貨,,收藏轉(zhuǎn)發(fā),,一起學(xué)習(xí)吧。
01,、刀具材料應(yīng)具備基本性能
刀具材料的選擇對刀具壽命,、加工效率、加工質(zhì)量和加工成本等的影響很大,。刀具切削時(shí)要承受高壓,、高溫、摩擦,、沖擊和振動(dòng)等作用,。因此,刀具材料應(yīng)具備如下一些基本性能:
(1) 硬度和耐磨性,。刀具材料的硬度必須高于工件材料的硬度,,一般要求在60HRC以上。刀具材料的硬度越高,,耐磨性就越好,。
(2) 強(qiáng)度和韌性。刀具材料應(yīng)具備較高的強(qiáng)度和韌性,,以便承受切削力,、沖擊和振動(dòng),防止刀具脆性斷裂和崩刃。
(3) 耐熱性。刀具材料的耐熱性要好,,能承受高的切削溫度,,具備良好的抗氧化能力。
(4) 工藝性能和經(jīng)濟(jì)性,。刀具材料應(yīng)具備好的鍛造性能,、熱處理性能、焊接性能,;磨削加工性能等,,而且要追求高的性能價(jià)格比。
刀具材料的選擇對刀具壽命,、加工效率、加工質(zhì)量和加工成本等的影響很大,。刀具切削時(shí)要承受高壓,、高溫、摩擦,、沖擊和振動(dòng)等作用,。因此,刀具材料應(yīng)具備如下一些基本性能:
(1) 硬度和耐磨性,。刀具材料的硬度必須高于工件材料的硬度,,一般要求在60HRC以上。刀具材料的硬度越高,,耐磨性就越好,。
(2) 強(qiáng)度和韌性。刀具材料應(yīng)具備較高的強(qiáng)度和韌性,,以便承受切削力,、沖擊和振動(dòng),防止刀具脆性斷裂和崩刃。
(3) 耐熱性。刀具材料的耐熱性要好,,能承受高的切削溫度,,具備良好的抗氧化能力。
(4) 工藝性能和經(jīng)濟(jì)性,。刀具材料應(yīng)具備好的鍛造性能,、熱處理性能、焊接性能,;磨削加工性能等,,而且要追求高的性能價(jià)格比。
02刀具材料的種類,、性能、特點(diǎn),、應(yīng)用
1.金剛石刀具材料
金剛石是碳的同素異構(gòu)體,,它是自然界已經(jīng)發(fā)現(xiàn)的最硬的一種材料。金剛石刀具具有高硬度,、高耐磨性和高導(dǎo)熱性能,,在有色金屬和非金屬材料加工中得到廣泛的應(yīng)用。尤其在鋁和硅鋁合金高速切削加工中,,金剛石刀具是難以替代的主要切削刀具品種,。可實(shí)現(xiàn)高效率,、高穩(wěn)定性,、長壽命加工的金剛石刀具是現(xiàn)代數(shù)控加工中不可缺少的重要工具。
⑴ 金剛石刀具的種類
① 天然金剛石刀具:天然金剛石作為切削刀具已有上百年的歷史了,,天然單晶金剛石刀具經(jīng)過精細(xì)研磨,,刃口能磨得極其鋒利,刃口半徑可達(dá)0.002μm,,能實(shí)現(xiàn)超薄切削,,可以加工出極高的工件精度和極低的表面粗糙度,是公認(rèn)的,、理想的和不能代替的超精密加工刀具,。
② PCD金剛石刀具:天然金剛石價(jià)格昂貴,金剛石廣泛應(yīng)用于切削加工的還是聚晶金剛石(PCD),,自20世紀(jì)70年代初,,采用高溫高壓合成技術(shù)制備的聚晶金剛石(Polycrystauine diamond,簡稱PCD刀片研制成功以后,,在很多場合下天然金剛石刀具已經(jīng)被人造聚晶金剛石所代替,。PCD原料來源豐富,其價(jià)格只有天然金剛石的幾十分之一至十幾分之一。PCD刀具無法磨出極其鋒利的刃口,,加工的工件表面質(zhì)量也不如天然金剛石,,現(xiàn)在工業(yè)中還不能方便地制造帶有斷屑槽的PCD刀片。因此,,PCD只能用于有色金屬和非金屬的精切,,很難達(dá)到超精密鏡面切削。
③ CVD金剛石刀具:自從20世紀(jì)70年代末至80年代初,,CVD金剛石技術(shù)在日本出現(xiàn),。CVD金剛石是指用化學(xué)氣相沉積法(CVD)在異質(zhì)基體(如硬質(zhì)合金、陶瓷等)上合成金剛石膜,,CVD金剛石具有與天然金剛石完全相同的結(jié)構(gòu)和特性,。CVD金剛石的性能與天然金剛石相比十分接近,兼有天然單晶金剛石和聚晶金剛石(PCD)的優(yōu)點(diǎn),,在一定程度上又克服了它們的不足,。
⑵ 金剛石刀具的性能特點(diǎn)
① 極高的硬度和耐磨性:天然金剛石是自然界已經(jīng)發(fā)現(xiàn)的最硬的物質(zhì)。金剛石具有極高的耐磨性,,加工高硬度材料時(shí),,金剛石刀具的壽命為硬質(zhì)合金刀具的lO~100倍,甚至高達(dá)幾百倍,。
② 具有很低的摩擦系數(shù):金剛石與一些有色金屬之間的摩擦系數(shù)比其他刀具都低,,摩擦系數(shù)低,加工時(shí)變形小,,可減小切削力,。
③ 切削刃非常鋒利:金剛石刀具的切削刃可以磨得非常鋒利,天然單晶金剛石刀具可高達(dá)0.002~0.008μm,,能進(jìn)行超薄切削和超精密加工,。
④ 具有很高的導(dǎo)熱性能:金剛石的導(dǎo)熱系數(shù)及熱擴(kuò)散率高,切削熱容易散出,,刀具切削部分溫度低,。
⑤ 具有較低的熱膨脹系數(shù):金剛石的熱膨脹系數(shù)比硬質(zhì)合金小幾倍,由切削熱引起的刀具尺寸的變化很小,,這對尺寸精度要求很高的精密和超精密加工來說尤為重要,。
⑶ 金剛石刀具的應(yīng)用
金剛石刀具多用于在高速下對有色金屬及非金屬材料進(jìn)行精細(xì)切削及鏜孔。適合加工各種耐磨非金屬,,如玻璃鋼粉末冶金毛坯,,陶瓷材料等;各種耐磨有色金屬,,如各種硅鋁合金,;各種有色金屬光整加工。
金剛石刀具的不足之處是熱穩(wěn)定性較差,切削溫度超過700℃~800℃時(shí),,就會(huì)完全失去其硬度,;此外,它不適于切削黑色金屬,,因?yàn)榻饎偸?碳)在高溫下容易與鐵原子作用,,使碳原子轉(zhuǎn)化為石墨結(jié)構(gòu),刀具極易損壞,。
2.立方氮化硼刀具材料
用與金剛石制造方法相似的方法合成的第二種超硬材料—立方氮化硼(CBN),,在硬度和熱導(dǎo)率方面僅次于金剛石,熱穩(wěn)定性極好,,在大氣中加熱至10000C也不發(fā)生氧化,。CBN對于黑色金屬具有極為穩(wěn)定的化學(xué)性能,可以廣泛用于鋼鐵制品的加工,。
⑴ 立方氮化硼刀具的種類
立方氮化硼(CBN)是自然界中不存在的物質(zhì),,有單晶體和多晶體之分,即CBN單晶和聚晶立方氮化硼(Polycrystalline cubic bornnitride,,簡稱PCBN)。CBN是氮化硼(BN)的同素異構(gòu)體之一,,結(jié)構(gòu)與金剛石相似,。
PCBN(聚晶立方氮化硼)是在高溫高壓下將微細(xì)的CBN材料通過結(jié)合相(TiC、TiN,、Al,、Ti等)燒結(jié)在一起的多晶材料,是目前利用人工合成的硬度僅次于金剛石的刀具材料,,它與金剛石統(tǒng)稱為超硬刀具材料,。PCBN主要用于制作刀具或其他工具。
PCBN刀具可分為整體PCBN刀片和與硬質(zhì)合金復(fù)合燒結(jié)的PCBN復(fù)合刀片,。
PCBN復(fù)合刀片是在強(qiáng)度和韌性較好的硬質(zhì)合金上燒結(jié)一層O.5~1.0mm厚的PCBN而成的,,其性能兼有較好的韌性和較高的硬度及耐磨性,它解決了CBN刀片抗彎強(qiáng)度低和焊接困難等問題,。
⑵ 立方氮化硼的主要性能,、特點(diǎn)
立方氮化硼的硬度雖略次于金剛石,但卻遠(yuǎn)遠(yuǎn)高于其他高硬度材料,。CBN的突出優(yōu)點(diǎn)是熱穩(wěn)定性比金剛石高得多,,可達(dá)1200℃以上(金剛石為700~800℃),另一個(gè)突出優(yōu)點(diǎn)是化學(xué)惰性大,,與鐵元素在1200~1300℃下也不起化學(xué)反應(yīng),。立方氮化硼的主要性能特點(diǎn)如下。
① 高的硬度和耐磨性:CBN晶體結(jié)構(gòu)與金剛石相似,具有與金剛石相近的硬度和強(qiáng)度,。PCBN特別適合于加工從前只能磨削的高硬度材料,,能獲得較好的工件表面質(zhì)量。
② 具有很高的熱穩(wěn)定性:CBN的耐熱性可達(dá)1400~1500℃,,比金剛石的耐熱性(700~800℃)幾乎高l倍,。PCBN刀具可用比硬質(zhì)合金刀具高3~5倍的速度高速切削高溫合金和淬硬鋼。
③ 優(yōu)良的化學(xué)穩(wěn)定性:與鐵系材料到1200—1300℃時(shí)也不起化學(xué)作用,,不會(huì)像金剛石那樣急劇磨損,,這時(shí)它仍能保持硬質(zhì)合金的硬度;PCBN刀具適合于切削淬火鋼零件和冷硬鑄鐵,,可廣泛應(yīng)用于鑄鐵的高速切削,。
④ 具有較好的熱導(dǎo)性:CBN的熱導(dǎo)性雖然趕不上金剛石,但是在各類刀具材料中PCBN的熱導(dǎo)性僅次于金剛石,,大大高于高速鋼和硬質(zhì)合金,。
⑤ 具有較低的摩擦系數(shù):低的摩擦系數(shù)可導(dǎo)致切削時(shí)切削力減小,切削溫度降低,,加工表面質(zhì)量提高,。
⑶ 立方氮化硼刀具應(yīng)用
立方氮化硼適于用來精加工各種淬火鋼、硬鑄鐵,、高溫合金,、硬質(zhì)合金、表面噴涂材料等難切削材料,。加工精度可達(dá)IT5(孔為IT6),,表面粗糙度值可小至Ra1.25~0.20μm。
立方氮化硼刀具材料韌性和抗彎強(qiáng)度較差,。因此,,立方氮化硼車刀不宜用于低速、沖擊載荷大的粗加工,;同時(shí)不適合切削塑性大的材料(如鋁合金,、銅合金、鎳基合金,、塑性大的鋼等),,因?yàn)榍邢鬟@些金屬時(shí)會(huì)產(chǎn)生嚴(yán)重的積屑瘤,而使加工表面惡化,。
3.陶瓷刀具材料
陶瓷刀具具有硬度高,、耐磨性能好、耐熱性和化學(xué)穩(wěn)定性優(yōu)良等特點(diǎn),,且不易與金屬產(chǎn)生粘接,。陶瓷刀具在數(shù)控加工中占有十分重要的地位,,陶瓷刀具已成為高速切削及難加工材料加工的主要刀具之一。陶瓷刀具廣泛應(yīng)用于高速切削,、干切削,、硬切削以及難加工材料的切削加工。陶瓷刀具可以高效加工傳統(tǒng)刀具根本不能加工的高硬材料,,實(shí)現(xiàn)“以車代磨”,;陶瓷刀具的最佳切削速度可以比硬質(zhì)合金刀具高2~lO倍,從而大大提高了切削加工生產(chǎn)效率,;陶瓷刀具材料使用的主要原料是地殼中最豐富的元素,,因此,陶瓷刀具的推廣應(yīng)用對提高生產(chǎn)率,、降低加工成本,、節(jié)省戰(zhàn)略性貴重金屬具有十分重要的意義,也將極大促進(jìn)切削技術(shù)的進(jìn)步,。
⑴ 陶瓷刀具材料的種類
陶瓷刀具材料種類一般可分為氧化鋁基陶瓷,、氮化硅基陶瓷、復(fù)合氮化硅一氧化鋁基陶瓷三大類,。其中以氧化鋁基和氮化硅基陶瓷刀具材料應(yīng)用最為廣泛,。氮化硅基陶瓷的性能更優(yōu)越于氧化鋁基陶瓷。
⑵ 陶瓷刀具的性能,、特點(diǎn)
① 硬度高,、耐磨性能好:陶瓷刀具的硬度雖然不及PCD和PCBN高,但大大高于硬質(zhì)合金和高速鋼刀具,,達(dá)到93-95HRA,。陶瓷刀具可以加工傳統(tǒng)刀具難以加工的高硬材料,,適合于高速切削和硬切削,。
② 耐高溫、耐熱性好:陶瓷刀具在1200℃以上的高溫下仍能進(jìn)行切削,。陶瓷刀具具有很好的高溫力學(xué)性能,, A12O3陶瓷刀具的抗氧化性能特別好,切削刃即使處于赤熱狀態(tài),,也能連續(xù)使用,。因此,陶瓷刀具可以實(shí)現(xiàn)干切削,,從而可省去切削液,。
③ 化學(xué)穩(wěn)定性好:陶瓷刀具不易與金屬產(chǎn)生粘接,且耐腐蝕,、化學(xué)穩(wěn)定性好,,可減小刀具的粘接磨損,。
④ 摩擦系數(shù)低:陶瓷刀具與金屬的親合力小,摩擦系數(shù)低,,可降低切削力和切削溫度,。
⑶ 陶瓷刀具有應(yīng)用
陶瓷是主要用于高速精加工和半精加工的刀具材料之一。陶瓷刀具適用于切削加工各種鑄鐵(灰鑄鐵,、球墨鑄鐵,、可鍛鑄鐵、冷硬鑄鐵,、高合金耐磨鑄鐵)和鋼材(碳素結(jié)構(gòu)鋼,、合金結(jié)構(gòu)鋼、高強(qiáng)度鋼,、高錳鋼,、淬火鋼等),也可用來切削銅合金,、石墨,、工程塑料和復(fù)合材料。
陶瓷刀具材料性能上存在著抗彎強(qiáng)度低,、沖擊韌性差問題,,不適于在低速、沖擊負(fù)荷下切削,。
4.涂層刀具材料
對刀具進(jìn)行涂層處理是提高刀具性能的重要途徑之一,。涂層刀具的出現(xiàn),使刀具切削性能有了重大突破,。涂層刀具是在韌性較好刀體上,,涂覆一層或多層耐磨性好的難熔化合物,它將刀具基體與硬質(zhì)涂層相結(jié)合,,從而使刀具性能大大提高,。涂層刀具可以提高加工效率、提高加工精度,、延長刀具使用壽命,、降低加工成本。
新型數(shù)控機(jī)床所用切削刀具中有80%左右使用涂層刀具,。涂層刀具將是今后數(shù)控加工領(lǐng)域中最重要的刀具品種,。
⑴ 涂層刀具的種類
根據(jù)涂層方法不同,涂層刀具可分為化學(xué)氣相沉積(CVD)涂層刀具和物理氣相沉積(PVD)涂層刀具,。涂層硬質(zhì)合金刀具一般采用化學(xué)氣相沉積法,,沉積溫度在1000℃左右。涂層高速鋼刀具一般采用物理氣相沉積法,,沉積溫度在500℃左右,;
根據(jù)涂層刀具基體材料的不同,,涂層刀具可分為硬質(zhì)合金涂層刀具、高速鋼涂層刀具,、以及在陶瓷和超硬材料(金剛石和立方氮化硼)上的涂層刀具等,。
根據(jù)涂層材料的性質(zhì),涂層刀具又可分為兩大類,,即“硬”涂層刀具和 ‘軟”涂層刀具,。“硬”涂層刀具追求的主要目標(biāo)是高的硬度和耐磨性,,其主要優(yōu)點(diǎn)是硬度高,、耐磨性能好,典型的是TiC和TiN涂層,?!败洝蓖繉拥毒咦非蟮哪繕?biāo)是低摩擦系數(shù),也稱為自潤滑刀具,,它與工件材料的摩擦系數(shù)很低,,只有0.1左右,可減小粘接,,減輕摩擦,,降低切削力和切削溫度。
最近開發(fā)了納米涂層 (Nanoeoating)刀具,。這種涂層刀具可采用多種涂層材料的不同組合 (如金屬/金屬,、金屬/陶瓷、陶瓷/陶瓷等),,以滿足不同的功能和性能要求,。設(shè)計(jì)合理的納米涂層可使刀具材料具有優(yōu)異的減摩抗磨功能和自潤滑性能,適合于高速干切削,。
⑵ 涂層刀具的特點(diǎn)
① 力學(xué)和切削性能好:涂層刀具將基體材料和涂層材料的優(yōu)良性能結(jié)合起來,,既保持了基體良好的韌性和較高的強(qiáng)度,又具有涂層的高硬度,、高耐磨性和低摩擦系數(shù),。因此,,涂層刀具的切削速度比未涂層刀具可提高2倍以上,,并允許有較高的進(jìn)給量。涂層刀具的壽命也得到提高,。
② 通用性強(qiáng):涂層刀具通用性廣,,加工范圍顯著擴(kuò)大,一種涂層刀具可以代替數(shù)種非涂層刀具使用,。
③ 涂層厚度:隨涂層厚度的增加刀具壽命也會(huì)增加,,但當(dāng)涂層厚度達(dá)到飽和,,刀具壽命不再明顯增加。涂層太厚時(shí),,易引起剝離,;涂層太薄時(shí),則耐磨性能差,。
④ 重磨性:涂層刀片重磨性差,、涂層設(shè)備復(fù)雜、工藝要求高,、涂層時(shí)間長,。
⑤ 涂層材料:不同涂層材料的刀具,切削性能不一樣,。如:低速切削時(shí),,TiC涂層占有優(yōu)勢;高速切削時(shí),,TiN 較合適,。
⑶ 涂層刀具的應(yīng)用
涂層刀具在數(shù)控加工領(lǐng)域有巨大潛力,將是今后數(shù)控加工領(lǐng)域中最重要的刀具品種,。涂層技術(shù)已應(yīng)用于立銑刀,、鉸刀、鉆頭,、復(fù)合孔加工刀具,、齒輪滾刀、插齒刀,、剃齒刀,、成形拉刀及各種機(jī)夾可轉(zhuǎn)位刀片,滿足高速切削加工各種鋼和鑄鐵,、耐熱合金和有色金屬等材料的需要,。
5.硬質(zhì)合金刀具材料
硬質(zhì)合金刀具,特別是可轉(zhuǎn)位硬質(zhì)合金刀具,,是數(shù)控加工刀具的主導(dǎo)產(chǎn)品,20世紀(jì)80年代以來,,各種整體式和可轉(zhuǎn)位式硬質(zhì)合金刀具或刀片的品種已經(jīng)擴(kuò)展到各種切削刀具領(lǐng)域,其中可轉(zhuǎn)位硬質(zhì)合金刀具由簡單的車刀,、面銑刀擴(kuò)大到各種精密,、復(fù)雜、成形刀具領(lǐng)域,。
⑴ 硬質(zhì)合金刀具的種類
按主要化學(xué)成分區(qū)分,,硬質(zhì)合金可分為碳化鎢基硬質(zhì)合金和碳(氮)化鈦(TiC(N))基硬質(zhì)合金。
碳化鎢基硬質(zhì)合金包括鎢鈷類(YG),、鎢鈷鈦類(YT),、添加稀有碳化物類(YW)三類,,它們各有優(yōu)缺點(diǎn),主要成分為碳化鎢 (WC),、碳化鈦(TiC),、碳化鉭(TaC)、碳化鈮(NbC)等,,常用的金屬粘接相是Co,。
碳(氮)化鈦基硬質(zhì)合金是以TiC為主要成分(有些加入了其他碳化物或氮化物)的硬質(zhì)合金,常用的金屬粘接相是Mo和Ni,。
ISO(國際標(biāo)準(zhǔn)化組織)將切削用硬質(zhì)合金分為三類:
K類,,包括Kl0~K40,相當(dāng)于我國的YG類(主要成分為WC.Co),。
P類,,包括P01~P50,相當(dāng)于我國的YT類(主要成分為WC.TiC.Co),。
M類,,包括M10~M40,相當(dāng)于我國的YW類(主要成分為WC-TiC-TaC(NbC)-Co),。
各個(gè)牌號(hào)分別以01~50之間的數(shù)字表示從高硬度到最大韌性之間的一系列合金,。
⑵ 硬質(zhì)合金刀具的性能特點(diǎn)
① 高硬度:硬質(zhì)合金刀具是由硬度和熔點(diǎn)很高的碳化物(稱硬質(zhì)相)和金屬粘結(jié)劑(稱粘接相)經(jīng)粉末冶金方法而制成的,其硬度達(dá)89~93HRA,,遠(yuǎn)高于高速鋼,,在5400C時(shí),硬度仍可達(dá)82~87HRA,,與高速鋼常溫時(shí)硬度(83~86HRA)相同,。硬質(zhì)合金的硬度值隨碳化物的性質(zhì)、數(shù)量,、粒度和金屬粘接相的含量而變化,,一般隨粘接金屬相含量的增多而降低。在粘接相含量相同時(shí),,YT類合金的硬度高于YG類合金,,添加TaC(NbC)的合金具有較高的高溫硬度。
② 抗彎強(qiáng)度和韌性:常用硬質(zhì)合金的抗彎強(qiáng)度在900~1500MPa范圍內(nèi),。金屬粘接相含量越高,,則抗彎強(qiáng)度也就越高。當(dāng)粘接劑含量相同時(shí),,YG類(WC-Co)合金的強(qiáng)度高于YT類(WC-TiC-Co)合金,,并隨著TiC含量的增加,,強(qiáng)度降低,。硬質(zhì)合金是脆性材料,,常溫下其沖擊韌度僅為高速鋼的1/30~1/8。
⑶ 常用硬質(zhì)合金刀具的應(yīng)用
YG類合金主要用于加工鑄鐵,、有色金屬和非金屬材料,。細(xì)晶粒硬質(zhì)合金(如YG3X、YG6X)在含鈷量相同時(shí)比中晶粒的硬度和耐磨性要高些,,適用于加工一些特殊的硬鑄鐵,、奧氏體不銹鋼、耐熱合金,、鈦合金,、硬青銅和耐磨的絕緣材料等。
YT類硬質(zhì)合金的突出優(yōu)點(diǎn)是硬度高,、耐熱性好,、高溫時(shí)的硬度和抗壓強(qiáng)度比YG類高、抗氧化性能好,。因此,,當(dāng)要求刀具有較高的耐熱性及耐磨性時(shí),應(yīng)選用TiC含量較高的牌號(hào),。YT類合金適合于加工塑性材料如鋼材,,但不宜加工鈦合金、硅鋁合金,。
YW類合金兼具YG,、YT類合金的性能,綜合性能好,,它既可用于加工鋼料,,又可用于加工鑄鐵和有色金屬。這類合金如適當(dāng)增加鈷含量,,強(qiáng)度可很高,,可用于各種難加工材料的粗加工和斷續(xù)切削。
6.高速鋼刀具
高速鋼(High Speed Steel,,簡稱HSS)是一種加入了較多的W,、Mo、Cr,、V等合金元素的高合金工具鋼,。高速鋼刀具在強(qiáng)度、韌性及工藝性等方面具有優(yōu)良的綜合性能,,在復(fù)雜刀具,,尤其是制造孔加工刀具、銑刀、螺紋刀具,、拉刀,、切齒刀具等一些刃形復(fù)雜刀具,高速鋼仍占據(jù)主要地位,。高速鋼刀具易于磨出鋒利的切削刃,。
按用途不同,高速鋼可分為通用型高速鋼和高性能高速鋼,。
⑴ 通用型高速鋼刀具
通用型高速鋼,。一般可分鎢鋼、鎢鉬鋼兩類,。這類高速鋼含加(C)為0.7%~0.9%,。按鋼中含鎢量的不同,可分為含W為12%或18%的鎢鋼,,含W為6%或8%的鎢鉬系鋼,,含W為2%或不含W的鉬鋼。通用型高速鋼具有一定的硬度(63-66HRC)和耐磨性,、高的強(qiáng)度和韌性,、良好的塑性和加工工藝性,因此廣泛用于制造各種復(fù)雜刀具,。
① 鎢鋼:通用型高速鋼鎢鋼的典型牌號(hào)為W18Cr4V,,(簡稱W18),具有較好的綜合性能,,在6000C 時(shí)的高溫硬度為48.5HRC,,可用于制造各種復(fù)雜刀具。它有可磨削性好,、脫碳敏感性小等優(yōu)點(diǎn),,但由于碳化物含量較高,分布較不均勻,,顆粒較大,,強(qiáng)度和韌性不高。
② 鎢鉬鋼:是指將鎢鋼中的一部分鎢用鉬代替所獲得的一種高速鋼,。鎢鉬鋼的典型牌號(hào)是W6Mo5Cr4V2,,(簡稱M2)。M2的碳化物顆粒細(xì)小均勻,,強(qiáng)度,、韌性和高溫塑性都比W18Cr4V好。另一種鎢鉬鋼為W9Mo3Cr4V(簡稱W9),,其熱穩(wěn)定性略高于M2鋼,,抗彎強(qiáng)度和韌性都比W6M05Cr4V2好,,具有良好的可加工性能。
⑵ 高性能高速鋼刀具
高性能高速鋼是指在通用型高速鋼成分中再增加一些含碳量,、含釩量及添加Co,、Al等合金元素的新鋼種,從而可提高它的耐熱性和耐磨性,。主要有以下幾大類:
① 高碳高速鋼,。高碳高速鋼(如95W18Cr4V),,常溫和高溫硬度較高,,適于制造加工普通鋼和鑄鐵、耐磨性要求較高的鉆頭,、鉸刀,、絲錐和銑刀等或加工較硬材料的刀具,不宜承受大的沖擊,。
② 高釩高速鋼,。典型牌號(hào),如,,W12Cr4V4Mo,,(簡稱EV4),含V提高到3%一5%,,耐磨性好,,適合切削對刀具磨損極大的材料,如纖維,、硬橡膠,、塑料等,也可用于加工不銹鋼,、高強(qiáng)度鋼和高溫合金等材料,。
③ 鈷高速鋼。屬含鈷超硬高速鋼,,典型牌號(hào),,如,W2Mo9Cr4VCo8 ,,(簡稱M42),,有很高的硬度,其硬度可達(dá)69-70HRC,,適合于加工高強(qiáng)度耐熱鋼,、高溫合金、鈦合金等難加工材料,,M42可磨削性好,,適于制作精密復(fù)雜刀具,但不宜在沖擊切削條件下工作。
④ 鋁高速鋼,。屬含鋁超硬高速鋼,,典型牌號(hào),如,,W6Mo5Cr4V2Al,,(簡稱501),6000C時(shí)的高溫硬度也達(dá)到54HRC,,切削性能相當(dāng)于M42,,適宜制造銑刀、鉆頭,、鉸刀,、齒輪刀具、拉刀等,,用于加工合金鋼,、不銹鋼、高強(qiáng)度鋼和高溫合金等材料,。
⑤ 氮超硬高速鋼,。典型牌號(hào),如,,W12M03Cr4V3N,,簡稱(V3N),屬含氮超硬高速鋼,,硬度,、強(qiáng)度、韌性與M42相當(dāng),,可作為含鈷高速鋼的替代品,,用于低速切削難加工材料和低速高精加工。
⑶ 熔煉高速鋼和粉末冶金高速鋼
按制造工藝不同,,高速鋼可分為熔煉高速鋼和粉末冶金高速鋼,。
① 熔煉高速鋼:普通高速鋼和高性能高速鋼都是用熔煉方法制造的。它們經(jīng)過冶煉,、鑄錠和鍍軋等工藝制成刀具,。熔煉高速鋼容易出現(xiàn)的嚴(yán)重問題是碳化物偏析,硬而脆的碳化物在高速鋼中分布不均勻,,且晶粒粗大 (可達(dá)幾十個(gè)微米),,對高速鋼刀具的耐磨性、韌性及切削性能產(chǎn)生不利影響,。
② 粉末冶金高速鋼(PM HSS):粉末冶金高速鋼(PM HSS)是將高頻感應(yīng)爐熔煉出的鋼液,,用高壓氬氣或純氮?dú)馐怪F化,,再急冷而得到細(xì)小均勻的結(jié)晶組織(高速鋼粉末),再將所得的粉末在高溫,、高壓下壓制成刀坯,,或先制成鋼坯再經(jīng)過鍛造、軋制成刀具形狀,。與熔融法制造的高速鋼相比,,PM HSS具有優(yōu)點(diǎn)是:碳化物晶粒細(xì)小均勻,強(qiáng)度和韌性、耐磨性相對熔煉高速鋼都提高不少,。在復(fù)雜數(shù)控刀具領(lǐng)域PM HSS刀具將會(huì)進(jìn)一步發(fā)展而占重要地位,。典型牌號(hào),如F15,、FR71,、GFl,、GF2,、GF3、PT1 ,、PVN等,,可用來制造大尺寸、承受重載,、沖擊性大的刀具,,也可用來制造精密刀具。
03數(shù)控刀具材料的選用原則
目前廣泛應(yīng)用的數(shù)控刀具材料主要有金剛石刀具,、立方氮化硼刀具,、陶瓷刀具、涂層刀具,、硬質(zhì)合金刀具和高速鋼刀具等,。刀具材料總牌號(hào)多,其性能相差很大,。如下表各種刀具材料的主要性能指標(biāo),。
1.金剛石刀具材料
金剛石是碳的同素異構(gòu)體,,它是自然界已經(jīng)發(fā)現(xiàn)的最硬的一種材料。金剛石刀具具有高硬度,、高耐磨性和高導(dǎo)熱性能,,在有色金屬和非金屬材料加工中得到廣泛的應(yīng)用。尤其在鋁和硅鋁合金高速切削加工中,,金剛石刀具是難以替代的主要切削刀具品種,。可實(shí)現(xiàn)高效率,、高穩(wěn)定性,、長壽命加工的金剛石刀具是現(xiàn)代數(shù)控加工中不可缺少的重要工具。
⑴ 金剛石刀具的種類
① 天然金剛石刀具:天然金剛石作為切削刀具已有上百年的歷史了,,天然單晶金剛石刀具經(jīng)過精細(xì)研磨,,刃口能磨得極其鋒利,刃口半徑可達(dá)0.002μm,,能實(shí)現(xiàn)超薄切削,,可以加工出極高的工件精度和極低的表面粗糙度,是公認(rèn)的,、理想的和不能代替的超精密加工刀具,。
② PCD金剛石刀具:天然金剛石價(jià)格昂貴,金剛石廣泛應(yīng)用于切削加工的還是聚晶金剛石(PCD),,自20世紀(jì)70年代初,,采用高溫高壓合成技術(shù)制備的聚晶金剛石(Polycrystauine diamond,簡稱PCD刀片研制成功以后,,在很多場合下天然金剛石刀具已經(jīng)被人造聚晶金剛石所代替,。PCD原料來源豐富,其價(jià)格只有天然金剛石的幾十分之一至十幾分之一。PCD刀具無法磨出極其鋒利的刃口,,加工的工件表面質(zhì)量也不如天然金剛石,,現(xiàn)在工業(yè)中還不能方便地制造帶有斷屑槽的PCD刀片。因此,,PCD只能用于有色金屬和非金屬的精切,,很難達(dá)到超精密鏡面切削。
③ CVD金剛石刀具:自從20世紀(jì)70年代末至80年代初,,CVD金剛石技術(shù)在日本出現(xiàn),。CVD金剛石是指用化學(xué)氣相沉積法(CVD)在異質(zhì)基體(如硬質(zhì)合金、陶瓷等)上合成金剛石膜,,CVD金剛石具有與天然金剛石完全相同的結(jié)構(gòu)和特性,。CVD金剛石的性能與天然金剛石相比十分接近,兼有天然單晶金剛石和聚晶金剛石(PCD)的優(yōu)點(diǎn),,在一定程度上又克服了它們的不足,。
⑵ 金剛石刀具的性能特點(diǎn)
① 極高的硬度和耐磨性:天然金剛石是自然界已經(jīng)發(fā)現(xiàn)的最硬的物質(zhì)。金剛石具有極高的耐磨性,,加工高硬度材料時(shí),,金剛石刀具的壽命為硬質(zhì)合金刀具的lO~100倍,甚至高達(dá)幾百倍,。
② 具有很低的摩擦系數(shù):金剛石與一些有色金屬之間的摩擦系數(shù)比其他刀具都低,,摩擦系數(shù)低,加工時(shí)變形小,,可減小切削力,。
③ 切削刃非常鋒利:金剛石刀具的切削刃可以磨得非常鋒利,天然單晶金剛石刀具可高達(dá)0.002~0.008μm,,能進(jìn)行超薄切削和超精密加工,。
④ 具有很高的導(dǎo)熱性能:金剛石的導(dǎo)熱系數(shù)及熱擴(kuò)散率高,切削熱容易散出,,刀具切削部分溫度低,。
⑤ 具有較低的熱膨脹系數(shù):金剛石的熱膨脹系數(shù)比硬質(zhì)合金小幾倍,由切削熱引起的刀具尺寸的變化很小,,這對尺寸精度要求很高的精密和超精密加工來說尤為重要,。
⑶ 金剛石刀具的應(yīng)用
金剛石刀具多用于在高速下對有色金屬及非金屬材料進(jìn)行精細(xì)切削及鏜孔。適合加工各種耐磨非金屬,,如玻璃鋼粉末冶金毛坯,,陶瓷材料等;各種耐磨有色金屬,,如各種硅鋁合金,;各種有色金屬光整加工。
金剛石刀具的不足之處是熱穩(wěn)定性較差,切削溫度超過700℃~800℃時(shí),,就會(huì)完全失去其硬度,;此外,它不適于切削黑色金屬,,因?yàn)榻饎偸?碳)在高溫下容易與鐵原子作用,,使碳原子轉(zhuǎn)化為石墨結(jié)構(gòu),刀具極易損壞,。
2.立方氮化硼刀具材料
用與金剛石制造方法相似的方法合成的第二種超硬材料—立方氮化硼(CBN),,在硬度和熱導(dǎo)率方面僅次于金剛石,熱穩(wěn)定性極好,,在大氣中加熱至10000C也不發(fā)生氧化,。CBN對于黑色金屬具有極為穩(wěn)定的化學(xué)性能,可以廣泛用于鋼鐵制品的加工,。
⑴ 立方氮化硼刀具的種類
立方氮化硼(CBN)是自然界中不存在的物質(zhì),,有單晶體和多晶體之分,即CBN單晶和聚晶立方氮化硼(Polycrystalline cubic bornnitride,,簡稱PCBN)。CBN是氮化硼(BN)的同素異構(gòu)體之一,,結(jié)構(gòu)與金剛石相似,。
PCBN(聚晶立方氮化硼)是在高溫高壓下將微細(xì)的CBN材料通過結(jié)合相(TiC、TiN,、Al,、Ti等)燒結(jié)在一起的多晶材料,是目前利用人工合成的硬度僅次于金剛石的刀具材料,,它與金剛石統(tǒng)稱為超硬刀具材料,。PCBN主要用于制作刀具或其他工具。
PCBN刀具可分為整體PCBN刀片和與硬質(zhì)合金復(fù)合燒結(jié)的PCBN復(fù)合刀片,。
PCBN復(fù)合刀片是在強(qiáng)度和韌性較好的硬質(zhì)合金上燒結(jié)一層O.5~1.0mm厚的PCBN而成的,,其性能兼有較好的韌性和較高的硬度及耐磨性,它解決了CBN刀片抗彎強(qiáng)度低和焊接困難等問題,。
⑵ 立方氮化硼的主要性能,、特點(diǎn)
立方氮化硼的硬度雖略次于金剛石,但卻遠(yuǎn)遠(yuǎn)高于其他高硬度材料,。CBN的突出優(yōu)點(diǎn)是熱穩(wěn)定性比金剛石高得多,,可達(dá)1200℃以上(金剛石為700~800℃),另一個(gè)突出優(yōu)點(diǎn)是化學(xué)惰性大,,與鐵元素在1200~1300℃下也不起化學(xué)反應(yīng),。立方氮化硼的主要性能特點(diǎn)如下。
① 高的硬度和耐磨性:CBN晶體結(jié)構(gòu)與金剛石相似,具有與金剛石相近的硬度和強(qiáng)度,。PCBN特別適合于加工從前只能磨削的高硬度材料,,能獲得較好的工件表面質(zhì)量。
② 具有很高的熱穩(wěn)定性:CBN的耐熱性可達(dá)1400~1500℃,,比金剛石的耐熱性(700~800℃)幾乎高l倍,。PCBN刀具可用比硬質(zhì)合金刀具高3~5倍的速度高速切削高溫合金和淬硬鋼。
③ 優(yōu)良的化學(xué)穩(wěn)定性:與鐵系材料到1200—1300℃時(shí)也不起化學(xué)作用,,不會(huì)像金剛石那樣急劇磨損,,這時(shí)它仍能保持硬質(zhì)合金的硬度;PCBN刀具適合于切削淬火鋼零件和冷硬鑄鐵,,可廣泛應(yīng)用于鑄鐵的高速切削,。
④ 具有較好的熱導(dǎo)性:CBN的熱導(dǎo)性雖然趕不上金剛石,但是在各類刀具材料中PCBN的熱導(dǎo)性僅次于金剛石,,大大高于高速鋼和硬質(zhì)合金,。
⑤ 具有較低的摩擦系數(shù):低的摩擦系數(shù)可導(dǎo)致切削時(shí)切削力減小,切削溫度降低,,加工表面質(zhì)量提高,。
⑶ 立方氮化硼刀具應(yīng)用
立方氮化硼適于用來精加工各種淬火鋼、硬鑄鐵,、高溫合金,、硬質(zhì)合金、表面噴涂材料等難切削材料,。加工精度可達(dá)IT5(孔為IT6),,表面粗糙度值可小至Ra1.25~0.20μm。
立方氮化硼刀具材料韌性和抗彎強(qiáng)度較差,。因此,,立方氮化硼車刀不宜用于低速、沖擊載荷大的粗加工,;同時(shí)不適合切削塑性大的材料(如鋁合金,、銅合金、鎳基合金,、塑性大的鋼等),,因?yàn)榍邢鬟@些金屬時(shí)會(huì)產(chǎn)生嚴(yán)重的積屑瘤,而使加工表面惡化,。
3.陶瓷刀具材料
陶瓷刀具具有硬度高,、耐磨性能好、耐熱性和化學(xué)穩(wěn)定性優(yōu)良等特點(diǎn),,且不易與金屬產(chǎn)生粘接,。陶瓷刀具在數(shù)控加工中占有十分重要的地位,,陶瓷刀具已成為高速切削及難加工材料加工的主要刀具之一。陶瓷刀具廣泛應(yīng)用于高速切削,、干切削,、硬切削以及難加工材料的切削加工。陶瓷刀具可以高效加工傳統(tǒng)刀具根本不能加工的高硬材料,,實(shí)現(xiàn)“以車代磨”,;陶瓷刀具的最佳切削速度可以比硬質(zhì)合金刀具高2~lO倍,從而大大提高了切削加工生產(chǎn)效率,;陶瓷刀具材料使用的主要原料是地殼中最豐富的元素,,因此,陶瓷刀具的推廣應(yīng)用對提高生產(chǎn)率,、降低加工成本,、節(jié)省戰(zhàn)略性貴重金屬具有十分重要的意義,也將極大促進(jìn)切削技術(shù)的進(jìn)步,。
⑴ 陶瓷刀具材料的種類
陶瓷刀具材料種類一般可分為氧化鋁基陶瓷,、氮化硅基陶瓷、復(fù)合氮化硅一氧化鋁基陶瓷三大類,。其中以氧化鋁基和氮化硅基陶瓷刀具材料應(yīng)用最為廣泛,。氮化硅基陶瓷的性能更優(yōu)越于氧化鋁基陶瓷。
⑵ 陶瓷刀具的性能,、特點(diǎn)
① 硬度高,、耐磨性能好:陶瓷刀具的硬度雖然不及PCD和PCBN高,但大大高于硬質(zhì)合金和高速鋼刀具,,達(dá)到93-95HRA,。陶瓷刀具可以加工傳統(tǒng)刀具難以加工的高硬材料,,適合于高速切削和硬切削,。
② 耐高溫、耐熱性好:陶瓷刀具在1200℃以上的高溫下仍能進(jìn)行切削,。陶瓷刀具具有很好的高溫力學(xué)性能,, A12O3陶瓷刀具的抗氧化性能特別好,切削刃即使處于赤熱狀態(tài),,也能連續(xù)使用,。因此,陶瓷刀具可以實(shí)現(xiàn)干切削,,從而可省去切削液,。
③ 化學(xué)穩(wěn)定性好:陶瓷刀具不易與金屬產(chǎn)生粘接,且耐腐蝕,、化學(xué)穩(wěn)定性好,,可減小刀具的粘接磨損,。
④ 摩擦系數(shù)低:陶瓷刀具與金屬的親合力小,摩擦系數(shù)低,,可降低切削力和切削溫度,。
⑶ 陶瓷刀具有應(yīng)用
陶瓷是主要用于高速精加工和半精加工的刀具材料之一。陶瓷刀具適用于切削加工各種鑄鐵(灰鑄鐵,、球墨鑄鐵,、可鍛鑄鐵、冷硬鑄鐵,、高合金耐磨鑄鐵)和鋼材(碳素結(jié)構(gòu)鋼,、合金結(jié)構(gòu)鋼、高強(qiáng)度鋼,、高錳鋼,、淬火鋼等),也可用來切削銅合金,、石墨,、工程塑料和復(fù)合材料。
陶瓷刀具材料性能上存在著抗彎強(qiáng)度低,、沖擊韌性差問題,,不適于在低速、沖擊負(fù)荷下切削,。
4.涂層刀具材料
對刀具進(jìn)行涂層處理是提高刀具性能的重要途徑之一,。涂層刀具的出現(xiàn),使刀具切削性能有了重大突破,。涂層刀具是在韌性較好刀體上,,涂覆一層或多層耐磨性好的難熔化合物,它將刀具基體與硬質(zhì)涂層相結(jié)合,,從而使刀具性能大大提高,。涂層刀具可以提高加工效率、提高加工精度,、延長刀具使用壽命,、降低加工成本。
新型數(shù)控機(jī)床所用切削刀具中有80%左右使用涂層刀具,。涂層刀具將是今后數(shù)控加工領(lǐng)域中最重要的刀具品種,。
⑴ 涂層刀具的種類
根據(jù)涂層方法不同,涂層刀具可分為化學(xué)氣相沉積(CVD)涂層刀具和物理氣相沉積(PVD)涂層刀具,。涂層硬質(zhì)合金刀具一般采用化學(xué)氣相沉積法,,沉積溫度在1000℃左右。涂層高速鋼刀具一般采用物理氣相沉積法,,沉積溫度在500℃左右,;
根據(jù)涂層刀具基體材料的不同,,涂層刀具可分為硬質(zhì)合金涂層刀具、高速鋼涂層刀具,、以及在陶瓷和超硬材料(金剛石和立方氮化硼)上的涂層刀具等,。
根據(jù)涂層材料的性質(zhì),涂層刀具又可分為兩大類,,即“硬”涂層刀具和 ‘軟”涂層刀具,。“硬”涂層刀具追求的主要目標(biāo)是高的硬度和耐磨性,,其主要優(yōu)點(diǎn)是硬度高,、耐磨性能好,典型的是TiC和TiN涂層,?!败洝蓖繉拥毒咦非蟮哪繕?biāo)是低摩擦系數(shù),也稱為自潤滑刀具,,它與工件材料的摩擦系數(shù)很低,,只有0.1左右,可減小粘接,,減輕摩擦,,降低切削力和切削溫度。
最近開發(fā)了納米涂層 (Nanoeoating)刀具,。這種涂層刀具可采用多種涂層材料的不同組合 (如金屬/金屬,、金屬/陶瓷、陶瓷/陶瓷等),,以滿足不同的功能和性能要求,。設(shè)計(jì)合理的納米涂層可使刀具材料具有優(yōu)異的減摩抗磨功能和自潤滑性能,適合于高速干切削,。
⑵ 涂層刀具的特點(diǎn)
① 力學(xué)和切削性能好:涂層刀具將基體材料和涂層材料的優(yōu)良性能結(jié)合起來,,既保持了基體良好的韌性和較高的強(qiáng)度,又具有涂層的高硬度,、高耐磨性和低摩擦系數(shù),。因此,,涂層刀具的切削速度比未涂層刀具可提高2倍以上,,并允許有較高的進(jìn)給量。涂層刀具的壽命也得到提高,。
② 通用性強(qiáng):涂層刀具通用性廣,,加工范圍顯著擴(kuò)大,一種涂層刀具可以代替數(shù)種非涂層刀具使用,。
③ 涂層厚度:隨涂層厚度的增加刀具壽命也會(huì)增加,,但當(dāng)涂層厚度達(dá)到飽和,,刀具壽命不再明顯增加。涂層太厚時(shí),,易引起剝離,;涂層太薄時(shí),則耐磨性能差,。
④ 重磨性:涂層刀片重磨性差,、涂層設(shè)備復(fù)雜、工藝要求高,、涂層時(shí)間長,。
⑤ 涂層材料:不同涂層材料的刀具,切削性能不一樣,。如:低速切削時(shí),,TiC涂層占有優(yōu)勢;高速切削時(shí),,TiN 較合適,。
⑶ 涂層刀具的應(yīng)用
涂層刀具在數(shù)控加工領(lǐng)域有巨大潛力,將是今后數(shù)控加工領(lǐng)域中最重要的刀具品種,。涂層技術(shù)已應(yīng)用于立銑刀,、鉸刀、鉆頭,、復(fù)合孔加工刀具,、齒輪滾刀、插齒刀,、剃齒刀,、成形拉刀及各種機(jī)夾可轉(zhuǎn)位刀片,滿足高速切削加工各種鋼和鑄鐵,、耐熱合金和有色金屬等材料的需要,。
5.硬質(zhì)合金刀具材料
硬質(zhì)合金刀具,特別是可轉(zhuǎn)位硬質(zhì)合金刀具,,是數(shù)控加工刀具的主導(dǎo)產(chǎn)品,20世紀(jì)80年代以來,,各種整體式和可轉(zhuǎn)位式硬質(zhì)合金刀具或刀片的品種已經(jīng)擴(kuò)展到各種切削刀具領(lǐng)域,其中可轉(zhuǎn)位硬質(zhì)合金刀具由簡單的車刀,、面銑刀擴(kuò)大到各種精密,、復(fù)雜、成形刀具領(lǐng)域,。
⑴ 硬質(zhì)合金刀具的種類
按主要化學(xué)成分區(qū)分,,硬質(zhì)合金可分為碳化鎢基硬質(zhì)合金和碳(氮)化鈦(TiC(N))基硬質(zhì)合金。
碳化鎢基硬質(zhì)合金包括鎢鈷類(YG),、鎢鈷鈦類(YT),、添加稀有碳化物類(YW)三類,,它們各有優(yōu)缺點(diǎn),主要成分為碳化鎢 (WC),、碳化鈦(TiC),、碳化鉭(TaC)、碳化鈮(NbC)等,,常用的金屬粘接相是Co,。
碳(氮)化鈦基硬質(zhì)合金是以TiC為主要成分(有些加入了其他碳化物或氮化物)的硬質(zhì)合金,常用的金屬粘接相是Mo和Ni,。
ISO(國際標(biāo)準(zhǔn)化組織)將切削用硬質(zhì)合金分為三類:
K類,,包括Kl0~K40,相當(dāng)于我國的YG類(主要成分為WC.Co),。
P類,,包括P01~P50,相當(dāng)于我國的YT類(主要成分為WC.TiC.Co),。
M類,,包括M10~M40,相當(dāng)于我國的YW類(主要成分為WC-TiC-TaC(NbC)-Co),。
各個(gè)牌號(hào)分別以01~50之間的數(shù)字表示從高硬度到最大韌性之間的一系列合金,。
⑵ 硬質(zhì)合金刀具的性能特點(diǎn)
① 高硬度:硬質(zhì)合金刀具是由硬度和熔點(diǎn)很高的碳化物(稱硬質(zhì)相)和金屬粘結(jié)劑(稱粘接相)經(jīng)粉末冶金方法而制成的,其硬度達(dá)89~93HRA,,遠(yuǎn)高于高速鋼,,在5400C時(shí),硬度仍可達(dá)82~87HRA,,與高速鋼常溫時(shí)硬度(83~86HRA)相同,。硬質(zhì)合金的硬度值隨碳化物的性質(zhì)、數(shù)量,、粒度和金屬粘接相的含量而變化,,一般隨粘接金屬相含量的增多而降低。在粘接相含量相同時(shí),,YT類合金的硬度高于YG類合金,,添加TaC(NbC)的合金具有較高的高溫硬度。
② 抗彎強(qiáng)度和韌性:常用硬質(zhì)合金的抗彎強(qiáng)度在900~1500MPa范圍內(nèi),。金屬粘接相含量越高,,則抗彎強(qiáng)度也就越高。當(dāng)粘接劑含量相同時(shí),,YG類(WC-Co)合金的強(qiáng)度高于YT類(WC-TiC-Co)合金,,并隨著TiC含量的增加,,強(qiáng)度降低,。硬質(zhì)合金是脆性材料,,常溫下其沖擊韌度僅為高速鋼的1/30~1/8。
⑶ 常用硬質(zhì)合金刀具的應(yīng)用
YG類合金主要用于加工鑄鐵,、有色金屬和非金屬材料,。細(xì)晶粒硬質(zhì)合金(如YG3X、YG6X)在含鈷量相同時(shí)比中晶粒的硬度和耐磨性要高些,,適用于加工一些特殊的硬鑄鐵,、奧氏體不銹鋼、耐熱合金,、鈦合金,、硬青銅和耐磨的絕緣材料等。
YT類硬質(zhì)合金的突出優(yōu)點(diǎn)是硬度高,、耐熱性好,、高溫時(shí)的硬度和抗壓強(qiáng)度比YG類高、抗氧化性能好,。因此,,當(dāng)要求刀具有較高的耐熱性及耐磨性時(shí),應(yīng)選用TiC含量較高的牌號(hào),。YT類合金適合于加工塑性材料如鋼材,,但不宜加工鈦合金、硅鋁合金,。
YW類合金兼具YG,、YT類合金的性能,綜合性能好,,它既可用于加工鋼料,,又可用于加工鑄鐵和有色金屬。這類合金如適當(dāng)增加鈷含量,,強(qiáng)度可很高,,可用于各種難加工材料的粗加工和斷續(xù)切削。
6.高速鋼刀具
高速鋼(High Speed Steel,,簡稱HSS)是一種加入了較多的W,、Mo、Cr,、V等合金元素的高合金工具鋼,。高速鋼刀具在強(qiáng)度、韌性及工藝性等方面具有優(yōu)良的綜合性能,,在復(fù)雜刀具,,尤其是制造孔加工刀具、銑刀、螺紋刀具,、拉刀,、切齒刀具等一些刃形復(fù)雜刀具,高速鋼仍占據(jù)主要地位,。高速鋼刀具易于磨出鋒利的切削刃,。
按用途不同,高速鋼可分為通用型高速鋼和高性能高速鋼,。
⑴ 通用型高速鋼刀具
通用型高速鋼,。一般可分鎢鋼、鎢鉬鋼兩類,。這類高速鋼含加(C)為0.7%~0.9%,。按鋼中含鎢量的不同,可分為含W為12%或18%的鎢鋼,,含W為6%或8%的鎢鉬系鋼,,含W為2%或不含W的鉬鋼。通用型高速鋼具有一定的硬度(63-66HRC)和耐磨性,、高的強(qiáng)度和韌性,、良好的塑性和加工工藝性,因此廣泛用于制造各種復(fù)雜刀具,。
① 鎢鋼:通用型高速鋼鎢鋼的典型牌號(hào)為W18Cr4V,,(簡稱W18),具有較好的綜合性能,,在6000C 時(shí)的高溫硬度為48.5HRC,,可用于制造各種復(fù)雜刀具。它有可磨削性好,、脫碳敏感性小等優(yōu)點(diǎn),,但由于碳化物含量較高,分布較不均勻,,顆粒較大,,強(qiáng)度和韌性不高。
② 鎢鉬鋼:是指將鎢鋼中的一部分鎢用鉬代替所獲得的一種高速鋼,。鎢鉬鋼的典型牌號(hào)是W6Mo5Cr4V2,,(簡稱M2)。M2的碳化物顆粒細(xì)小均勻,,強(qiáng)度,、韌性和高溫塑性都比W18Cr4V好。另一種鎢鉬鋼為W9Mo3Cr4V(簡稱W9),,其熱穩(wěn)定性略高于M2鋼,,抗彎強(qiáng)度和韌性都比W6M05Cr4V2好,,具有良好的可加工性能。
⑵ 高性能高速鋼刀具
高性能高速鋼是指在通用型高速鋼成分中再增加一些含碳量,、含釩量及添加Co,、Al等合金元素的新鋼種,從而可提高它的耐熱性和耐磨性,。主要有以下幾大類:
① 高碳高速鋼,。高碳高速鋼(如95W18Cr4V),,常溫和高溫硬度較高,,適于制造加工普通鋼和鑄鐵、耐磨性要求較高的鉆頭,、鉸刀,、絲錐和銑刀等或加工較硬材料的刀具,不宜承受大的沖擊,。
② 高釩高速鋼,。典型牌號(hào),如,,W12Cr4V4Mo,,(簡稱EV4),含V提高到3%一5%,,耐磨性好,,適合切削對刀具磨損極大的材料,如纖維,、硬橡膠,、塑料等,也可用于加工不銹鋼,、高強(qiáng)度鋼和高溫合金等材料,。
③ 鈷高速鋼。屬含鈷超硬高速鋼,,典型牌號(hào),,如,W2Mo9Cr4VCo8 ,,(簡稱M42),,有很高的硬度,其硬度可達(dá)69-70HRC,,適合于加工高強(qiáng)度耐熱鋼,、高溫合金、鈦合金等難加工材料,,M42可磨削性好,,適于制作精密復(fù)雜刀具,但不宜在沖擊切削條件下工作。
④ 鋁高速鋼,。屬含鋁超硬高速鋼,,典型牌號(hào),如,,W6Mo5Cr4V2Al,,(簡稱501),6000C時(shí)的高溫硬度也達(dá)到54HRC,,切削性能相當(dāng)于M42,,適宜制造銑刀、鉆頭,、鉸刀,、齒輪刀具、拉刀等,,用于加工合金鋼,、不銹鋼、高強(qiáng)度鋼和高溫合金等材料,。
⑤ 氮超硬高速鋼,。典型牌號(hào),如,,W12M03Cr4V3N,,簡稱(V3N),屬含氮超硬高速鋼,,硬度,、強(qiáng)度、韌性與M42相當(dāng),,可作為含鈷高速鋼的替代品,,用于低速切削難加工材料和低速高精加工。
⑶ 熔煉高速鋼和粉末冶金高速鋼
按制造工藝不同,,高速鋼可分為熔煉高速鋼和粉末冶金高速鋼,。
① 熔煉高速鋼:普通高速鋼和高性能高速鋼都是用熔煉方法制造的。它們經(jīng)過冶煉,、鑄錠和鍍軋等工藝制成刀具,。熔煉高速鋼容易出現(xiàn)的嚴(yán)重問題是碳化物偏析,硬而脆的碳化物在高速鋼中分布不均勻,,且晶粒粗大 (可達(dá)幾十個(gè)微米),,對高速鋼刀具的耐磨性、韌性及切削性能產(chǎn)生不利影響,。
② 粉末冶金高速鋼(PM HSS):粉末冶金高速鋼(PM HSS)是將高頻感應(yīng)爐熔煉出的鋼液,,用高壓氬氣或純氮?dú)馐怪F化,,再急冷而得到細(xì)小均勻的結(jié)晶組織(高速鋼粉末),再將所得的粉末在高溫,、高壓下壓制成刀坯,,或先制成鋼坯再經(jīng)過鍛造、軋制成刀具形狀,。與熔融法制造的高速鋼相比,,PM HSS具有優(yōu)點(diǎn)是:碳化物晶粒細(xì)小均勻,強(qiáng)度和韌性、耐磨性相對熔煉高速鋼都提高不少,。在復(fù)雜數(shù)控刀具領(lǐng)域PM HSS刀具將會(huì)進(jìn)一步發(fā)展而占重要地位,。典型牌號(hào),如F15,、FR71,、GFl,、GF2,、GF3、PT1 ,、PVN等,,可用來制造大尺寸、承受重載,、沖擊性大的刀具,,也可用來制造精密刀具。
03數(shù)控刀具材料的選用原則
目前廣泛應(yīng)用的數(shù)控刀具材料主要有金剛石刀具,、立方氮化硼刀具,、陶瓷刀具、涂層刀具,、硬質(zhì)合金刀具和高速鋼刀具等,。刀具材料總牌號(hào)多,其性能相差很大,。如下表各種刀具材料的主要性能指標(biāo),。
各種刀具材料的主要性能指標(biāo)
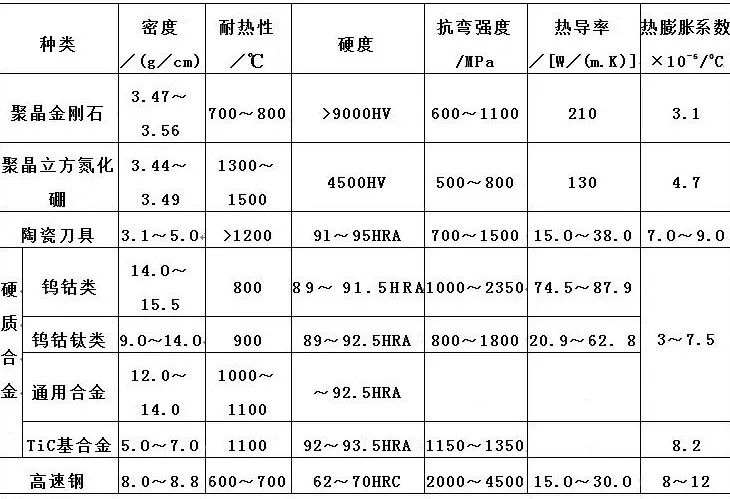
數(shù)控加工用刀具材料必須根據(jù)所加工的工件和加工性質(zhì)來選擇。刀具材料的選用應(yīng)與加工對象合理匹配,,切削刀具材料與加工對象的匹配,,主要指二者的力學(xué)性能、物理性能和化學(xué)性能相匹配,,以獲得最長的刀具壽命和最大的切削加工生產(chǎn)率,。
1.切削刀具材料與加工對象的力學(xué)性能匹配
切削刀具與加工對象的力學(xué)性能匹配問題主要是指刀具與工件材料的強(qiáng)度、韌性和硬度等力學(xué)性能參數(shù)要相匹配,。具有不同力學(xué)性能的刀具材料所適合加工的工件材料有所不同,。
① 刀具材料硬度順序?yàn)椋航饎偸毒?gt;立方氮化硼刀具>陶瓷刀具>硬質(zhì)合金>高速鋼,。
② 刀具材料的抗彎強(qiáng)度順序?yàn)椋焊咚黉?gt;硬質(zhì)合金>陶瓷刀具>金剛石和立方氮化硼刀具。
③ 刀具材料的韌度大小順序?yàn)椋焊咚黉?gt;硬質(zhì)合金>立方氮化硼,、金剛石和陶瓷刀具,。
高硬度的工件材料,必須用更高硬度的刀具來加工,,刀具材料的硬度必須高于工件材料的硬度,,一般要求在60HRC以上。刀具材料的硬度越高,,其耐磨性就越好,。如,硬質(zhì)合金中含鈷量增多時(shí),,其強(qiáng)度和韌性增加,,硬度降低,適合于粗加工,;含鈷量減少時(shí),,其硬度及耐磨性增加,適合于精加工,。
具有優(yōu)良高溫力學(xué)性能的刀具尤其適合于高速切削加工,。陶瓷刀具優(yōu)良的高溫性能使其能夠以高的速度進(jìn)行切削,允許的切削速度可比硬質(zhì)合金提高2~10倍,。
2.切削刀具材料與加工對象的物理性能匹配
具有不同物理性能的刀具,,如,高導(dǎo)熱和低熔點(diǎn)的高速鋼刀具,、高熔點(diǎn)和低熱脹的陶瓷刀具,、高導(dǎo)熱和低熱脹的金剛石刀具等,所適合加工的工件材料有所不同,。加工導(dǎo)熱性差的工件時(shí),,應(yīng)采用導(dǎo)熱較好的刀具材料,以使切削熱得以迅速傳出而降低切削溫度,。金剛石由于導(dǎo)熱系數(shù)及熱擴(kuò)散率高,,切削熱容易散出,不會(huì)產(chǎn)生很大的熱變形,,這對尺寸精度要求很高的精密加工刀具來說尤為重要,。
① 各種刀具材料的耐熱溫度:金剛石刀具為700~8000C、PCBN刀具為13000~15000C,、陶瓷刀具為1100~12000C,、TiC(N)基硬質(zhì)合金為900~11000C、WC基超細(xì)晶粒硬質(zhì)合金為800~9000C,、HSS為600~7000C,。
② 各種刀具材料的導(dǎo)熱系數(shù)順序:PCD>PCBN>WC基硬質(zhì)合金>TiC(N)基硬質(zhì)合金>HSS>Si3N4基陶瓷>A1203基陶瓷,。
③ 各種刀具材料的熱脹系數(shù)大小順序?yàn)椋篐SS>WC基硬質(zhì)合金>TiC(N)> A1203基陶瓷>PCBN>Si3N4基陶瓷>PCD。
④ 各種刀具材料的抗熱震性大小順序?yàn)椋篐SS>WC基硬質(zhì)合金>Si3N4基陶瓷>PCBN>PCD>TiC(N)基硬質(zhì)合金>A1203基陶瓷,。
3.切削刀具材料與加工對象的化學(xué)性能匹配
切削刀具材料與加工對象的化學(xué)性能匹配問題主要是指刀具材料與工件材料化學(xué)親和性,、化學(xué)反應(yīng)、擴(kuò)散和溶解等化學(xué)性能參數(shù)要相匹配,。材料不同的刀具所適合加工的工件材料有所不同,。
① 各種刀具材料抗粘接溫度高低(與鋼)為:PCBN>陶瓷>硬質(zhì)合金>HSS。
② 各種刀具材料抗氧化溫度高低為:陶瓷>PCBN>硬質(zhì)合金>金剛石>HSS,。
③ 種刀具材料的擴(kuò)散強(qiáng)度大小(對鋼鐵)為:金剛石>Si3N4基陶瓷>PCBN>A1203基陶瓷,。擴(kuò)散強(qiáng)度大小(對鈦)為:A1203基陶瓷>PCBN>SiC>Si3N4>金剛石。
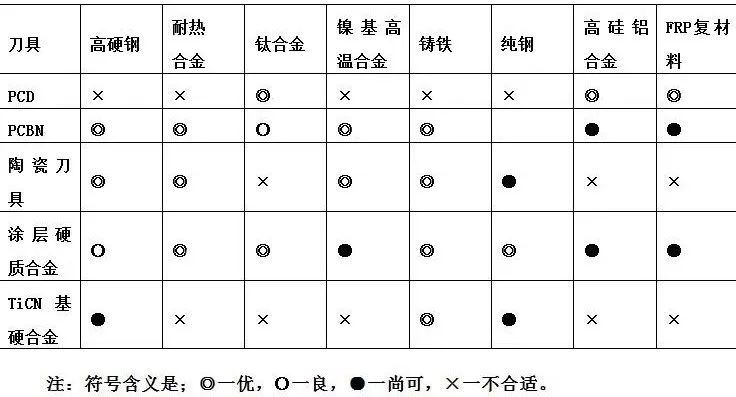
4.?dāng)?shù)控刀具材料的合理選擇
一般而言,,PCBN,、陶瓷刀具、涂層硬質(zhì)合金及TiCN基硬質(zhì)合金刀具適合于鋼鐵等黑色金屬的數(shù)控加工,;而PCD刀具適合于對Al,、Mg、Cu等有色金屬材料及其合金和非金屬材料的加工,。下表列出了上述刀具材料所適合加工的一些工件材料,。
1.切削刀具材料與加工對象的力學(xué)性能匹配
切削刀具與加工對象的力學(xué)性能匹配問題主要是指刀具與工件材料的強(qiáng)度、韌性和硬度等力學(xué)性能參數(shù)要相匹配,。具有不同力學(xué)性能的刀具材料所適合加工的工件材料有所不同,。
① 刀具材料硬度順序?yàn)椋航饎偸毒?gt;立方氮化硼刀具>陶瓷刀具>硬質(zhì)合金>高速鋼,。
② 刀具材料的抗彎強(qiáng)度順序?yàn)椋焊咚黉?gt;硬質(zhì)合金>陶瓷刀具>金剛石和立方氮化硼刀具。
③ 刀具材料的韌度大小順序?yàn)椋焊咚黉?gt;硬質(zhì)合金>立方氮化硼,、金剛石和陶瓷刀具,。
高硬度的工件材料,必須用更高硬度的刀具來加工,,刀具材料的硬度必須高于工件材料的硬度,,一般要求在60HRC以上。刀具材料的硬度越高,,其耐磨性就越好,。如,硬質(zhì)合金中含鈷量增多時(shí),,其強(qiáng)度和韌性增加,,硬度降低,適合于粗加工,;含鈷量減少時(shí),,其硬度及耐磨性增加,適合于精加工,。
具有優(yōu)良高溫力學(xué)性能的刀具尤其適合于高速切削加工,。陶瓷刀具優(yōu)良的高溫性能使其能夠以高的速度進(jìn)行切削,允許的切削速度可比硬質(zhì)合金提高2~10倍,。
2.切削刀具材料與加工對象的物理性能匹配
具有不同物理性能的刀具,,如,高導(dǎo)熱和低熔點(diǎn)的高速鋼刀具,、高熔點(diǎn)和低熱脹的陶瓷刀具,、高導(dǎo)熱和低熱脹的金剛石刀具等,所適合加工的工件材料有所不同,。加工導(dǎo)熱性差的工件時(shí),,應(yīng)采用導(dǎo)熱較好的刀具材料,以使切削熱得以迅速傳出而降低切削溫度,。金剛石由于導(dǎo)熱系數(shù)及熱擴(kuò)散率高,,切削熱容易散出,不會(huì)產(chǎn)生很大的熱變形,,這對尺寸精度要求很高的精密加工刀具來說尤為重要,。
① 各種刀具材料的耐熱溫度:金剛石刀具為700~8000C、PCBN刀具為13000~15000C,、陶瓷刀具為1100~12000C,、TiC(N)基硬質(zhì)合金為900~11000C、WC基超細(xì)晶粒硬質(zhì)合金為800~9000C,、HSS為600~7000C,。
② 各種刀具材料的導(dǎo)熱系數(shù)順序:PCD>PCBN>WC基硬質(zhì)合金>TiC(N)基硬質(zhì)合金>HSS>Si3N4基陶瓷>A1203基陶瓷,。
③ 各種刀具材料的熱脹系數(shù)大小順序?yàn)椋篐SS>WC基硬質(zhì)合金>TiC(N)> A1203基陶瓷>PCBN>Si3N4基陶瓷>PCD。
④ 各種刀具材料的抗熱震性大小順序?yàn)椋篐SS>WC基硬質(zhì)合金>Si3N4基陶瓷>PCBN>PCD>TiC(N)基硬質(zhì)合金>A1203基陶瓷,。
3.切削刀具材料與加工對象的化學(xué)性能匹配
切削刀具材料與加工對象的化學(xué)性能匹配問題主要是指刀具材料與工件材料化學(xué)親和性,、化學(xué)反應(yīng)、擴(kuò)散和溶解等化學(xué)性能參數(shù)要相匹配,。材料不同的刀具所適合加工的工件材料有所不同,。
① 各種刀具材料抗粘接溫度高低(與鋼)為:PCBN>陶瓷>硬質(zhì)合金>HSS。
② 各種刀具材料抗氧化溫度高低為:陶瓷>PCBN>硬質(zhì)合金>金剛石>HSS,。
③ 種刀具材料的擴(kuò)散強(qiáng)度大小(對鋼鐵)為:金剛石>Si3N4基陶瓷>PCBN>A1203基陶瓷,。擴(kuò)散強(qiáng)度大小(對鈦)為:A1203基陶瓷>PCBN>SiC>Si3N4>金剛石。
4.?dāng)?shù)控刀具材料的合理選擇
一般而言,,PCBN,、陶瓷刀具、涂層硬質(zhì)合金及TiCN基硬質(zhì)合金刀具適合于鋼鐵等黑色金屬的數(shù)控加工,;而PCD刀具適合于對Al,、Mg、Cu等有色金屬材料及其合金和非金屬材料的加工,。下表列出了上述刀具材料所適合加工的一些工件材料,。
刀具材料所適合加工的一些工件材料