



















































































































































企業(yè)動態(tài)2024-12-27
隨著現(xiàn)代制造業(yè)的發(fā)展,對機械制造產(chǎn)品的設(shè)計要求越來越高,,從而使用于工業(yè)檢測,、質(zhì)量控制和反求工程領(lǐng)域的三坐標(biāo)測量儀在汽車工業(yè)、航空航天工業(yè)及國防工業(yè)等行業(yè)得到了廣泛的應(yīng)用,。

2,、快速裝夾測量裝置的設(shè)計
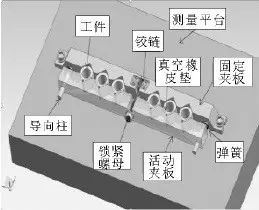
首先將固定夾板,、活動夾板,、導(dǎo)向柱,、鉸鏈、彈簧等裝配好后再將固定夾板用螺栓緊固在三坐標(biāo)機的測量平臺上,。其次,將 6 個直徑相同的零件安放在 V 形槽之間,,旋轉(zhuǎn)鉸鏈?zhǔn)蛊渎湓诨顒訆A板的凹槽內(nèi),,推動活動夾板,壓住零件,,旋緊夾緊螺母,,即完成裝夾。測量完成后松開夾緊螺母,,抬起鉸鏈,,活動夾板在彈簧的彈力作用下沿導(dǎo)向柱朝產(chǎn)品反方向移動,自動松開產(chǎn)品,。裝夾裝置中單邊粘貼真空橡皮墊,,固定夾板設(shè)計成剛性接觸,保證每個工件固定的位置基本一致,,三坐標(biāo)機在編制測量程序后自動測量無需找正,,可相應(yīng)提高檢測效率。
該裝置結(jié)構(gòu)簡單,,制作簡易,裝夾方便靈活,。使用該裝置重復(fù)裝夾后零件固定的位置基本一致,,故無需每次測量前找正零件,節(jié)約了大量時間,。該裝置可一次裝夾 6 個零件,,首批測量時按 6 個一組進行編程,可縮短測量時間,。用原方法測量平均每件約耗時 7min,,而用該裝置裝夾測量平均每件耗時僅3min。使用本工裝在保證檢測精度和質(zhì)量的同時,,極大地提高了檢測效率,。
現(xiàn)考慮使用密集型多點支撐,,使被測工件表面輪廓盡可能與夾具支撐部位輪廓相一致、貼合,,從而起到支撐作用,。而夾具支撐部分輪廓形狀可以隨被測工件表面輪廓的變化而改變,達到柔性夾具的要求,。
夾具體為臺式結(jié)構(gòu),,1,、13 頂桿為工件支撐部分,六邊形陣列共 91 根支撐頂桿,,支撐頂桿上端支撐球面,,下端圓柱部分直徑為準(zhǔn)80-0.030mm;頂桿下方螺紋連接5固定導(dǎo)桿,,導(dǎo)桿下端在導(dǎo)向孔內(nèi)滑動,,保證支撐頂桿做垂直方向運動,導(dǎo)向桿中部直徑為準(zhǔn)50-0.030mm,,并與導(dǎo)向孔之間按H7/f6間隙配合,,各導(dǎo)向孔之間孔心距為準(zhǔn)8+0.2100mm;固定導(dǎo)桿中部安裝彈簧,,彈簧上端由支撐頂桿底部限制定位,,彈簧下端由 10 夾具底座的上表面固定。
當(dāng)球形工件放置于支撐頂桿上時,在工件自身重力作用下,,固定導(dǎo)桿上彈簧被壓縮,;又由于各位置處支撐頂桿工作球面與工件曲面的接觸夾角不同,所以下降高度也有所差別,,最終各支撐頂桿所受重力與彈簧彈力達到平衡,,使球形工件在夾具上實現(xiàn)定位。當(dāng)夾具對球形工件實現(xiàn)穩(wěn)定定位時,,支撐頂桿陣列組上表面會形成如同工件幾何外形的凹陷,,凹陷輪廓與工件外形輪廓緊密貼合。該夾具工作原理及定位效果,,如圖 5所示。
夾具底座上開有準(zhǔn)8mm通孔,,可與組合式柔性夾具工作底板通過螺栓固定,同時可利用該孔安裝其他組合式柔性夾具配合操作,。對于球類工件,,僅提供支撐面定位即可放置于三坐標(biāo)測量儀工作臺上進行測量等操作;但對于空間管道類工件,,還需通過外部的輔助夾具對其進一步夾緊來完成定位,,此時所介紹的柔性定位夾具則主要起到定位支撐作用,為輔助夾具提供鎖緊支撐,。
3,、鎖緊機構(gòu)設(shè)計
如圖4所示,圖中2推動齒環(huán),、3鎖緊齒,、4鎖緊齒環(huán)、8推動齒和9夾緊環(huán)支架組成夾具支撐頂桿的鎖緊機構(gòu),。當(dāng)工件放置于支撐頂桿陣列面上時,,在工件重力與彈簧彈性力的共同作用下,整個結(jié)構(gòu)最終達到平衡,,各支撐頂桿下降高度不再變化,。如圖6所示,1推動齒與2推動齒環(huán)螺栓連接(圖6中省略推動齒環(huán)),,2鎖緊齒與3鎖緊齒環(huán)也通過螺栓連接,。
在進行支撐頂桿鎖緊操作時,,沿逆時針方向帶動推動齒環(huán),,推動齒環(huán)帶動推動齒一起作圓周運動;當(dāng)推動齒連續(xù)轉(zhuǎn)動時,,推動齒與鎖緊齒相切位置不斷變換,,同時將鎖緊齒向夾具體中心推動;支撐頂桿陣列組在鎖緊齒的夾緊力作用下產(chǎn)生微量形變,,各支撐頂桿相互擠壓,,最終達到鎖緊支撐頂桿的功能。夾具夾緊機構(gòu)爆炸圖,,如圖8所示,。
4,、柔性定位夾具特點
此定位夾具對于球類零件可以根據(jù)其曲面輪廓自動調(diào)整定位結(jié)合面,,使工件穩(wěn)定支撐于三坐標(biāo)工作臺,且該夾具可與市面上現(xiàn)有三坐標(biāo)組合式柔性夾具相互組合配套使用,,提高利用價值,。該夾具具有廣泛的使用范圍,有效保證定位可靠性,,提高測量精度,,提高儀器測量測量效率。
結(jié)語
快速裝夾裝置實現(xiàn)了三坐標(biāo)機上批量產(chǎn)品的快速裝夾測量,,同時裝置方便靈活,,一致性好,大幅提高了測量效率,,保證了快速測量時的精度,。柔性定位夾具在綜合組合夾具優(yōu)勢的基礎(chǔ)之上,可以實現(xiàn)球類零部件的有效支撐,,同時可與組合夾具搭配,,實現(xiàn)多工位定位。兩者的應(yīng)用將在現(xiàn)有的基礎(chǔ)上繼續(xù)提高三坐標(biāo)測量儀的使用效率,。而其中體現(xiàn)出來的快速,,多用性這兩種思路在新型夾具設(shè)計時很具有參考價值,。
目前,,三坐標(biāo)測量儀所使用的夾具以組合式柔性夾具為主,該夾具由不同部件組成套裝,,針對不同形狀,、不同規(guī)格的被測零件,相互組合構(gòu)成夾持機構(gòu),。本文將介紹應(yīng)用于三坐標(biāo)機測量儀上的快速裝夾和柔性定位裝置設(shè)計思路,。
一、應(yīng)用于三坐標(biāo)機測量批量產(chǎn)品的快速裝夾裝置
1,、三坐標(biāo)測量儀
三坐標(biāo)測量機(如圖1)被大量應(yīng)用于現(xiàn)場檢測,,其測量精度高,能完成普通測量無法檢測的尺寸,,例如曲面的形位誤差,、空間尺寸的測量等,但測量效率相對較低,。三坐標(biāo)測量的基本步驟是:裝夾零件,、建立測量基準(zhǔn)、編制測量程序,。零件的裝夾是其中的重要一環(huán),。
圖1 三坐標(biāo)測量機
2,、快速裝夾測量裝置的設(shè)計
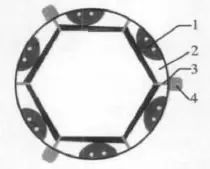
針對上述三坐標(biāo)測量裝夾效率低的問題,,設(shè)計一套如圖 2所示的快速裝夾裝置,主要由固定夾板,、活動夾板,、導(dǎo)向柱、鉸鏈,、彈簧,、真空橡皮墊、夾緊螺母組成,。
圖2 三坐標(biāo)機測量快速裝夾裝置
3、使用方法
4,、 三坐標(biāo)機快速裝夾裝置特點
二、應(yīng)用于三坐標(biāo)測量儀對球類工件進行定位的柔性夾具
對于球類和空間管道類等異型結(jié)構(gòu)零部件的測量,,現(xiàn)有的組合夾具大都無法對其實現(xiàn)有效夾持與定位,。針對此類零部件在三坐標(biāo)測量儀上的定位測量,在綜合組合夾具優(yōu)勢的基礎(chǔ)之上,,設(shè)計了一種柔性定位夾具,,可以實現(xiàn)球類零部件的有效支撐,,同時可與組合夾具搭配,實現(xiàn)個多工位定位,。
1,、功能及設(shè)計要求
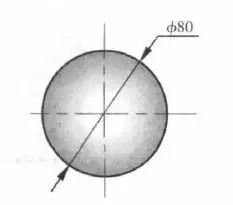
三坐標(biāo)測量儀上一待測工件,如圖 3 所示,。球體直徑約為80mm,,現(xiàn)要求通過接觸式測量方式測量球體直徑且判斷該球的表面輪廓度。三坐標(biāo)測量儀在進行接觸式測量時,,測量接觸力約為6N,,被測工件僅需固定其空間姿態(tài)便可完成一般性測量工作。
1,、功能及設(shè)計要求
三坐標(biāo)測量儀上一待測工件,如圖 3 所示,。球體直徑約為80mm,,現(xiàn)要求通過接觸式測量方式測量球體直徑且判斷該球的表面輪廓度。三坐標(biāo)測量儀在進行接觸式測量時,,測量接觸力約為6N,,被測工件僅需固定其空間姿態(tài)便可完成一般性測量工作。
圖3 球類被測工件
現(xiàn)考慮使用密集型多點支撐,,使被測工件表面輪廓盡可能與夾具支撐部位輪廓相一致、貼合,,從而起到支撐作用,。而夾具支撐部分輪廓形狀可以隨被測工件表面輪廓的變化而改變,達到柔性夾具的要求,。
2,、結(jié)構(gòu)設(shè)計
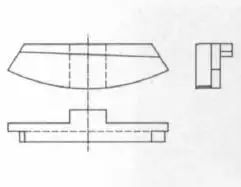
柔性定位夾具體結(jié)構(gòu),如圖 4所示,。
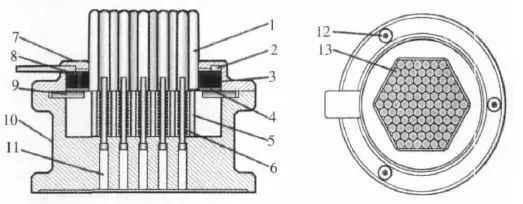
圖4 柔性夾具裝配圖
1、13-支撐頂桿 2-推動齒環(huán) 3-鎖緊齒 4-鎖緊齒環(huán) 5-固定導(dǎo)桿 6-彈簧 7-頂蓋 8-推動齒 9-夾緊環(huán)支架 10-夾具底座 11-導(dǎo)向孔 12-頂蓋固定螺栓
夾具體為臺式結(jié)構(gòu),,1,、13 頂桿為工件支撐部分,六邊形陣列共 91 根支撐頂桿,,支撐頂桿上端支撐球面,,下端圓柱部分直徑為準(zhǔn)80-0.030mm;頂桿下方螺紋連接5固定導(dǎo)桿,,導(dǎo)桿下端在導(dǎo)向孔內(nèi)滑動,,保證支撐頂桿做垂直方向運動,導(dǎo)向桿中部直徑為準(zhǔn)50-0.030mm,,并與導(dǎo)向孔之間按H7/f6間隙配合,,各導(dǎo)向孔之間孔心距為準(zhǔn)8+0.2100mm;固定導(dǎo)桿中部安裝彈簧,,彈簧上端由支撐頂桿底部限制定位,,彈簧下端由 10 夾具底座的上表面固定。
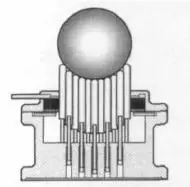
當(dāng)球形工件放置于支撐頂桿上時,在工件自身重力作用下,,固定導(dǎo)桿上彈簧被壓縮,;又由于各位置處支撐頂桿工作球面與工件曲面的接觸夾角不同,所以下降高度也有所差別,,最終各支撐頂桿所受重力與彈簧彈力達到平衡,,使球形工件在夾具上實現(xiàn)定位。當(dāng)夾具對球形工件實現(xiàn)穩(wěn)定定位時,,支撐頂桿陣列組上表面會形成如同工件幾何外形的凹陷,,凹陷輪廓與工件外形輪廓緊密貼合。該夾具工作原理及定位效果,,如圖 5所示。
圖5 夾具工作原理
夾具底座上開有準(zhǔn)8mm通孔,,可與組合式柔性夾具工作底板通過螺栓固定,同時可利用該孔安裝其他組合式柔性夾具配合操作,。對于球類工件,,僅提供支撐面定位即可放置于三坐標(biāo)測量儀工作臺上進行測量等操作;但對于空間管道類工件,,還需通過外部的輔助夾具對其進一步夾緊來完成定位,,此時所介紹的柔性定位夾具則主要起到定位支撐作用,為輔助夾具提供鎖緊支撐,。
3,、鎖緊機構(gòu)設(shè)計
如圖4所示,圖中2推動齒環(huán),、3鎖緊齒,、4鎖緊齒環(huán)、8推動齒和9夾緊環(huán)支架組成夾具支撐頂桿的鎖緊機構(gòu),。當(dāng)工件放置于支撐頂桿陣列面上時,,在工件重力與彈簧彈性力的共同作用下,整個結(jié)構(gòu)最終達到平衡,,各支撐頂桿下降高度不再變化,。如圖6所示,1推動齒與2推動齒環(huán)螺栓連接(圖6中省略推動齒環(huán)),,2鎖緊齒與3鎖緊齒環(huán)也通過螺栓連接,。
圖6 夾具夾緊機構(gòu)示意圖
鎖緊齒如圖6所示圍繞支撐頂桿安裝在鎖緊齒環(huán)圓周方向,,且靠近支撐頂桿一側(cè)有臺階式凸起,,且該凸起靠圓弧端與法線的垂線有約2°的夾角;鎖緊齒下側(cè)有矩形滑塊,可在鎖緊齒環(huán)的法線方向滑槽內(nèi)做直線運動,,鎖緊齒的結(jié)構(gòu),,如圖7所示。在松開狀態(tài)下,,推動齒圓弧與鎖緊齒凸起臺階的傾斜面相切,。
圖7 鎖緊齒結(jié)構(gòu)
1-推動齒 2-鎖緊齒 3-鎖緊齒環(huán) 4-夾緊環(huán)支架
在進行支撐頂桿鎖緊操作時,,沿逆時針方向帶動推動齒環(huán),,推動齒環(huán)帶動推動齒一起作圓周運動;當(dāng)推動齒連續(xù)轉(zhuǎn)動時,,推動齒與鎖緊齒相切位置不斷變換,,同時將鎖緊齒向夾具體中心推動;支撐頂桿陣列組在鎖緊齒的夾緊力作用下產(chǎn)生微量形變,,各支撐頂桿相互擠壓,,最終達到鎖緊支撐頂桿的功能。夾具夾緊機構(gòu)爆炸圖,,如圖8所示,。
圖8 夾緊機構(gòu)爆炸圖
1-支架緊固螺栓 2-夾緊環(huán)支架 3-鎖緊齒環(huán) 4-鎖緊齒 5-推動齒 6-推動齒環(huán) 7-推動緊固螺釘
4,、柔性定位夾具特點
此定位夾具對于球類零件可以根據(jù)其曲面輪廓自動調(diào)整定位結(jié)合面,,使工件穩(wěn)定支撐于三坐標(biāo)工作臺,且該夾具可與市面上現(xiàn)有三坐標(biāo)組合式柔性夾具相互組合配套使用,,提高利用價值,。該夾具具有廣泛的使用范圍,有效保證定位可靠性,,提高測量精度,,提高儀器測量測量效率。
結(jié)語
快速裝夾裝置實現(xiàn)了三坐標(biāo)機上批量產(chǎn)品的快速裝夾測量,,同時裝置方便靈活,,一致性好,大幅提高了測量效率,,保證了快速測量時的精度,。柔性定位夾具在綜合組合夾具優(yōu)勢的基礎(chǔ)之上,可以實現(xiàn)球類零部件的有效支撐,,同時可與組合夾具搭配,,實現(xiàn)多工位定位。兩者的應(yīng)用將在現(xiàn)有的基礎(chǔ)上繼續(xù)提高三坐標(biāo)測量儀的使用效率,。而其中體現(xiàn)出來的快速,,多用性這兩種思路在新型夾具設(shè)計時很具有參考價值,。






