



















































































































































企業(yè)動(dòng)態(tài)2024-12-27
銑刀是最常用的刃具之一,夾持銑刀所用刀柄的選擇也要引起重視,。 以立銑刀加工為例(如下圖),加工時(shí)受力方向與刃帶垂直,。受力分析可知,,立銑刀受到軸向力和徑向力,有產(chǎn)生掉刀(軸向力)和讓刀(徑向力)的風(fēng)險(xiǎn),。
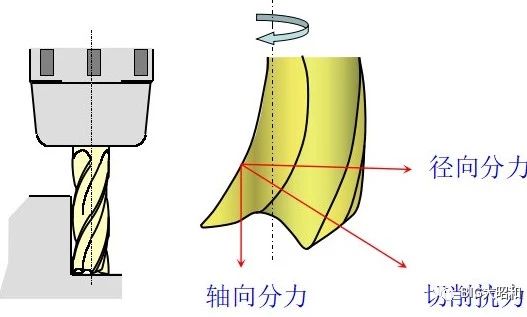
因此,,避免掉刀與減少讓刀是選擇銑刀夾持用刀柄的重要判定準(zhǔn)則。
一,、避免掉刀:換言之,,就是要加工時(shí)刀柄夾持力>刃具所受軸向分力。
如果把加工時(shí)銑刀受力比作矛,,那刀柄的夾持力就是盾:夾持力不夠,,銑刀加工過(guò)程會(huì)被越拉越長(zhǎng)(掉刀現(xiàn)象)。在夾持類刀柄中,,強(qiáng)力銑刀柄夾持力最大,,也是最常用專門夾銑刀刀柄,通常這類刀柄鎖緊是依靠刀柄內(nèi)徑收縮變形來(lái)實(shí)現(xiàn)夾持的。
二,、減少讓刀:文章開頭說(shuō)到銑刀受力所產(chǎn)生的徑向分力會(huì)造成讓刀,,讓刀無(wú)法避免,但我們可以盡可能地減小讓刀,。
一,、避免掉刀:換言之,,就是要加工時(shí)刀柄夾持力>刃具所受軸向分力。
如果把加工時(shí)銑刀受力比作矛,,那刀柄的夾持力就是盾:夾持力不夠,,銑刀加工過(guò)程會(huì)被越拉越長(zhǎng)(掉刀現(xiàn)象)。在夾持類刀柄中,,強(qiáng)力銑刀柄夾持力最大,,也是最常用專門夾銑刀刀柄,通常這類刀柄鎖緊是依靠刀柄內(nèi)徑收縮變形來(lái)實(shí)現(xiàn)夾持的。
二,、減少讓刀:文章開頭說(shuō)到銑刀受力所產(chǎn)生的徑向分力會(huì)造成讓刀,,讓刀無(wú)法避免,但我們可以盡可能地減小讓刀,。
減少讓刀就是抵抗徑向分力(剛性),,這需要刀柄有足夠的壁厚來(lái)抵抗,進(jìn)而要求刀柄在沒(méi)有干涉的情況下,,讓刀柄更加粗壯來(lái)提高有效壁厚,,強(qiáng)力銑刀柄的壁厚也通常是最大的。(無(wú)效壁厚又是什么呢,?) 所以,,立銑刀最適合用強(qiáng)力銑刀柄夾持,因?yàn)閺?qiáng)力銑刀柄兼具了一和二的特點(diǎn),。
那么強(qiáng)力銑刀柄是實(shí)現(xiàn)的呢,? 眾所周知,增加壁厚會(huì)造成強(qiáng)力銑刀柄收縮量減少,,使得夾持力下降,,二者實(shí)際是一對(duì)矛盾體。為了解決這一矛盾,,廠家們選擇在刀柄內(nèi)孔壁開槽,,使得增大壁厚的同時(shí),實(shí)現(xiàn)大夾持力,。
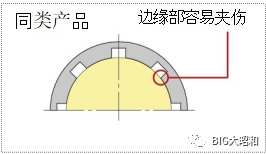
但,,開槽的處理方式有很多種,下圖為市面上多數(shù)品牌采用的開槽方式,,這種方式存在較大弊端:開槽過(guò)寬會(huì)降低夾持面積及槽邊緣易損傷刃具柄部,,造成精度下滑和不可逆損傷等。
但,,開槽的處理方式有很多種,下圖為市面上多數(shù)品牌采用的開槽方式,,這種方式存在較大弊端:開槽過(guò)寬會(huì)降低夾持面積及槽邊緣易損傷刃具柄部,,造成精度下滑和不可逆損傷等。
大家可以觀察下在用的刀柄是何種內(nèi)孔壁開槽方式,?
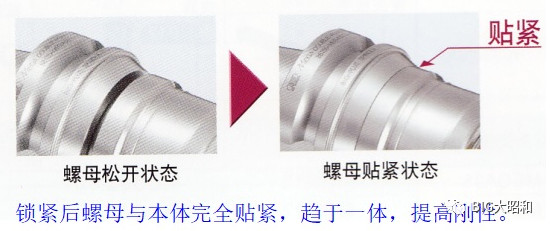
有興趣的話,,大家可以研究下BIG大昭和的強(qiáng)力銑刀柄,屬于一種獨(dú)特的狹縫設(shè)計(jì),,既保證了足夠的收縮量和充足的壁厚,,又能保護(hù)刃具柄部不受損傷。同時(shí),,鎖緊狀態(tài)時(shí),,螺母與本體趨于一體化的設(shè)計(jì),進(jìn)一步增加貼合面直徑提高剛性,,堪稱強(qiáng)力銑刀柄中理想的結(jié)構(gòu),。
有興趣的話,,大家可以研究下BIG大昭和的強(qiáng)力銑刀柄,屬于一種獨(dú)特的狹縫設(shè)計(jì),,既保證了足夠的收縮量和充足的壁厚,,又能保護(hù)刃具柄部不受損傷。同時(shí),,鎖緊狀態(tài)時(shí),,螺母與本體趨于一體化的設(shè)計(jì),進(jìn)一步增加貼合面直徑提高剛性,,堪稱強(qiáng)力銑刀柄中理想的結(jié)構(gòu),。
那么,刀柄需要多大的收縮量呢?
通常這類刀柄會(huì)配合夾套使用,,按照孔軸7級(jí)(孔徑公差H7,、軸徑公差h7)間隙配合,如下圖中D32內(nèi)孔的強(qiáng)力刀柄,,使用變徑套夾持D10刃具時(shí),,公差內(nèi)最大間隙可達(dá)0.086mm。
通常這類刀柄會(huì)配合夾套使用,,按照孔軸7級(jí)(孔徑公差H7,、軸徑公差h7)間隙配合,如下圖中D32內(nèi)孔的強(qiáng)力刀柄,,使用變徑套夾持D10刃具時(shí),,公差內(nèi)最大間隙可達(dá)0.086mm。

因此,,增大收縮量和減小間隙就十分重要,,首先選擇收縮量足夠大的刀柄,同時(shí)建議尺寸公差更小的變徑套與刃具,,務(wù)必確保刃具柄徑比標(biāo)稱小于0.02mm以內(nèi),。
市面上多數(shù)品牌的收縮量只有0.05mm上下,本身就有夾不住的可能性,,出現(xiàn)掉刀也就更不足為奇了,。
最后,還是再?gòu)?qiáng)調(diào)下跳動(dòng)精度的重要性:跳動(dòng)精度最影響加工效率(沒(méi)有之一),,也是導(dǎo)致刃具損耗壽命的關(guān)鍵因素,。
總結(jié):合理的銑刀刀柄選擇可以很大程度降低掉刀意外的發(fā)生,同時(shí)可以減小讓刀,,保證加工質(zhì)量,,更能縮減工序;優(yōu)異的跳動(dòng)精度既能提高加工效率,,更能延長(zhǎng)刃具壽命,,降低后續(xù)刃具開銷(真正的提效降本)。
綜上所述,,立銑刀刀柄在選型時(shí),,還請(qǐng)各位好好斟酌。
市面上多數(shù)品牌的收縮量只有0.05mm上下,本身就有夾不住的可能性,,出現(xiàn)掉刀也就更不足為奇了,。
最后,還是再?gòu)?qiáng)調(diào)下跳動(dòng)精度的重要性:跳動(dòng)精度最影響加工效率(沒(méi)有之一),,也是導(dǎo)致刃具損耗壽命的關(guān)鍵因素,。
總結(jié):合理的銑刀刀柄選擇可以很大程度降低掉刀意外的發(fā)生,同時(shí)可以減小讓刀,,保證加工質(zhì)量,,更能縮減工序;優(yōu)異的跳動(dòng)精度既能提高加工效率,,更能延長(zhǎng)刃具壽命,,降低后續(xù)刃具開銷(真正的提效降本)。
綜上所述,,立銑刀刀柄在選型時(shí),,還請(qǐng)各位好好斟酌。






