



















































































































































企業(yè)動態(tài)2024-12-27
1、模具中的仿形刀具
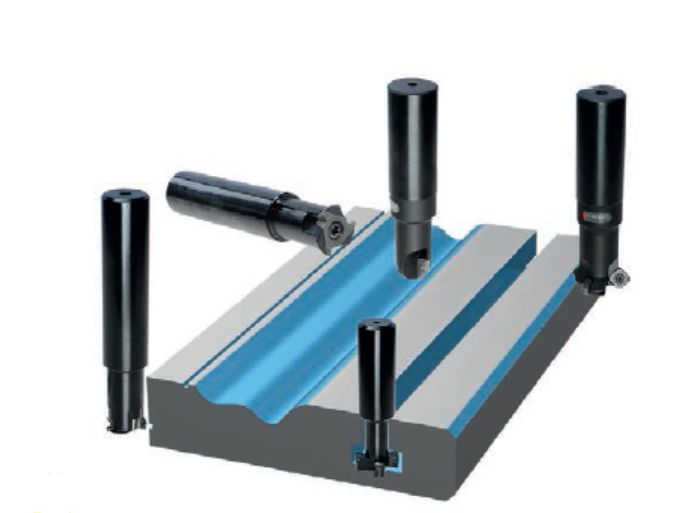
當模具型腔為復雜的立體曲面,,而又難以分解成若干簡單型面來加工時,,宜采用仿形銑削加工,仿形銑削加工效率高,,特別適合用于型腔的粗加工,。仿形銑涵蓋二維和三維凸面和凹面形狀的多軸銑削。零件越大和待加工形狀越復雜,,工藝規(guī)劃就變得越重要,。典型的仿形銑削。

仿形銑削主要針對凸形凹腔和曲面的銑削,,常用于模具制造輪廓的加工,。仿形銑刀多采用圓弧刃,與普通銑相比,,在相同進給條件下可獲得較小的加工殘余面積,,從而提高表面加工質(zhì)量,。
2、仿形刀具的特點
仿形銑削是配備帶有圓切削刃的可轉(zhuǎn)位刀片的刀具,。該銑刀全部帶有圓切削刃(用于圓環(huán)面銑刀或球頭銑刀的可轉(zhuǎn)位刀片)或部分帶有圓切削刃,,仿形銑刀分類中包括套式銑刀,帶螺旋刀柄的銑刀,,模塊化(螺旋)銑刀等,。仿形銑刀使用到圓形刀片,使得仿形銑刀具備多種有點,,可實現(xiàn)小背吃刀量,,大進給,這是高速加工發(fā)展趨勢下的一個補充,,仿形銑刀具有以下特點,。
2.1、進刀能力強 一些仿形銑刀可以像鉆頭那樣,,直接進刀,,切入工件。
2.2,、螺旋插補 綜合運用仿形銑刀和螺旋插補可以容易,,快速地加工大直徑孔。
2.3,、切削刃強度 由于沒有尖角,,圓形刀片能承受更大的刀具偏移和振動,允許加工中提高轉(zhuǎn)速,,增大進給,,同時減少崩刃的危險。
2.4,、切削刃數(shù)目 圓形刀片擁有更多可用的切削刃,,根據(jù)刀片的尺寸以及背吃刀量,圓形刀片可以有4-8次有效的轉(zhuǎn)位,,材料去除量至少是普通菱形和方形刀片的兩倍,。這種優(yōu)勢可以減少操作員換刀的次數(shù),效率高,,經(jīng)濟性好。
2.5,、高效切削 使用圓形刀片不需要很高的機床功率即可擁有很高的技術(shù)切削率,。因為圓形刀片的強度高,所以可以選用比直角銑刀更大的進給量進給加工,,甚至可以在輕型機床上進行較大負載的粗加工,。
2.6,、粗加工后工件表面精度較高 采用圓形刀片銑削后的表面不像直角刀具粗加工表面后殘留了明顯的凸凹不平,而表面殘留高度較低,。采用圓形刀片粗加工后的工件表面精度較高,,可以直接進行半精加工。
2.1、進刀能力強 一些仿形銑刀可以像鉆頭那樣,,直接進刀,,切入工件。
2.2,、螺旋插補 綜合運用仿形銑刀和螺旋插補可以容易,,快速地加工大直徑孔。
2.3,、切削刃強度 由于沒有尖角,,圓形刀片能承受更大的刀具偏移和振動,允許加工中提高轉(zhuǎn)速,,增大進給,,同時減少崩刃的危險。
2.4,、切削刃數(shù)目 圓形刀片擁有更多可用的切削刃,,根據(jù)刀片的尺寸以及背吃刀量,圓形刀片可以有4-8次有效的轉(zhuǎn)位,,材料去除量至少是普通菱形和方形刀片的兩倍,。這種優(yōu)勢可以減少操作員換刀的次數(shù),效率高,,經(jīng)濟性好。
2.5,、高效切削 使用圓形刀片不需要很高的機床功率即可擁有很高的技術(shù)切削率,。因為圓形刀片的強度高,所以可以選用比直角銑刀更大的進給量進給加工,,甚至可以在輕型機床上進行較大負載的粗加工,。
2.6,、粗加工后工件表面精度較高 采用圓形刀片銑削后的表面不像直角刀具粗加工表面后殘留了明顯的凸凹不平,而表面殘留高度較低,。采用圓形刀片粗加工后的工件表面精度較高,,可以直接進行半精加工。
3,、仿形刀具的選用
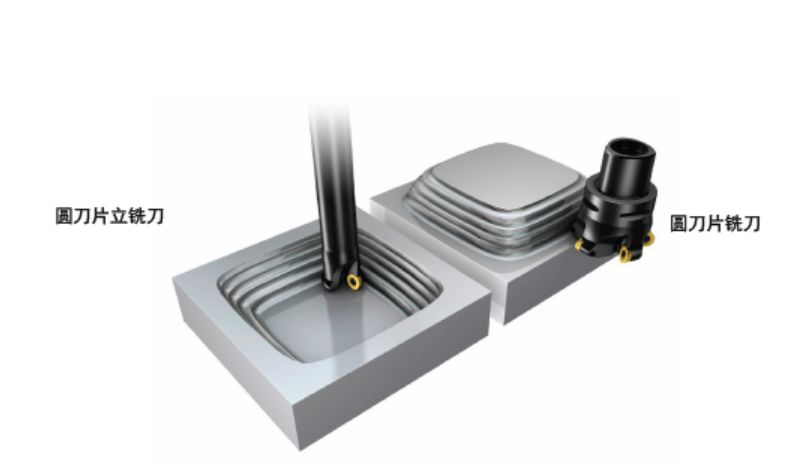
仿形銑刀刀片分類及選擇,,仿形銑刀主要有圓刀片的銑刀和球頭銑刀。裝圓刀片的銑刀,。球頭銑刀,。

工況1刀具選擇
1.小刀片通用性好,切削力低,,用于精加工和不穩(wěn)定的工況,。
2.大刀片強度高,金屬去除率高,,用于粗加工和穩(wěn)定工況,。
2.大刀片強度高,金屬去除率高,,用于粗加工和穩(wěn)定工況,。

工況2刀具選擇
此工況建議選擇球頭刀
根據(jù)零件設(shè)計特征,需根據(jù)加工部位的圓角限制及刀具直徑的限制,,選擇合適刀體,。

工況3刀具選擇
分頭/刀桿分體式設(shè)計,同一個到頭可以根據(jù)實際需要,,使用不同類型以及不同長度的刀桿,,同一根刀桿也可以使用不同的刀頭類型。

工況4刀具選擇
一體式刀桿類型,,刀桿直徑可以更細

加工階段的選擇
加工階段的選擇,,粗加工一般用圓刀片刀具,精加工使用整硬球頭立銑刀(上圖),,帶可以互換整體式硬質(zhì)合金的立銑刀(下圖),。
加工階段的選擇,,粗加工一般用圓刀片刀具,精加工使用整硬球頭立銑刀(上圖),,帶可以互換整體式硬質(zhì)合金的立銑刀(下圖),。

類型/
因素
圓刀片銑刀
可轉(zhuǎn)位球頭銑刀
可換銑削頭銑刀
整硬合金銑刀頭
穩(wěn)定性要求
高
中
中
低
粗加工
很好
好
可接受
可接受
精加工
可接受
可接受
很好
很好
背吃刀量
中
中
中
小
生產(chǎn)效率
很好
很好
很好
好
4、實際應(yīng)用策略
模具制造中所使用的刀具刀片主要的故障情況是熱烈,,然后是裂縫周圍的磨損,,積屑瘤,最后是刃口崩塌,。模具銑削加工過程中,,由于刀具選擇不當或者參數(shù)設(shè)定不合適,會出現(xiàn)各種各樣的加工問題,。模具加工中刀具出現(xiàn)問題分析(如下圖),。模具加工過程中可能會出現(xiàn)以上各種問題,其中包括模具銑刀問題以及其他別的原因,,而針對問題特點,,及時準確判定問題的原因,,做出合理規(guī)范的修正,可避免生產(chǎn)事故,,以達到降低生產(chǎn)成本,,提高生產(chǎn)效率的目的。
問題/現(xiàn)象
原因
對策
刀具斷裂
1進給速度太快
2切入量過多
3懸伸量過長
4刃部磨損嚴重
1降低進給速度
2減少切削量
3減小懸伸
4及時實施再研磨
5最大限寬的降低刃長
過熱磨損/熱烈
1切削速度過快
2刃傾角傾斜過小
3工件硬度過高
1降低切削速度,,供給切削液
2適當修改側(cè)刃傾斜角
3干式-水溶性-非水溶性順序供給切削液,,進行表面處理
切削中振動
1不符合切削條件
2加工件裝夾不穩(wěn)
3懸伸量過長
4側(cè)刃后角過大
1調(diào)整切削參數(shù)
2優(yōu)化裝夾
3最大限度縮短刃長及懸伸量
4減小側(cè)刃后角
表面毛刺
1進給速度過快
2刃部磨損嚴重
3切入量過大
1降低進給量
2及時進行刃修磨
3縮小切入量
排屑不暢
1切削液壓力低
2空屑空間小
3切入量大
1提升切削液量及壓力
2使用刃數(shù)少的銑刀
3減小切入量






