企業(yè)動(dòng)態(tài)2024-12-27
刀片形狀代號(hào)

1.形狀代號(hào):
在宏觀水平上,刀片幾何形狀的優(yōu)化主要涉及為實(shí)現(xiàn)切屑控制而可能采用的最佳外形,。根據(jù)不同的工件材料和加工方式,,采用不同的刀片形狀和角度能夠提供斷屑和將切屑從切削區(qū)排出的最優(yōu)結(jié)果。刀片宏觀幾何形狀的設(shè)計(jì)與優(yōu)化已是一個(gè)相當(dāng)成熟的技術(shù)領(lǐng)域,,大部分主要的刀具制造商都精通此道,。

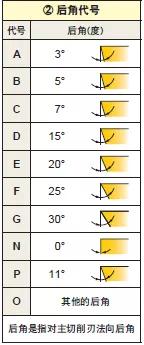
2.刀片 - 后角代號(hào)
刀具后角主要是減少切削刃及刀具后刀面與工件加工表面之間的摩擦。后角太大,,會(huì)削弱刃口和刀刃部分的強(qiáng)度與散熱條件,,降低刀具耐用度,造成崩刃,。后角選擇原則:
1.加工塑性大或彈性大的材料,,為減少后刀面之間的摩擦,取大后角,;加工高強(qiáng)度,、高硬度工件,為保證刃口強(qiáng)度,,應(yīng)取較小的后角,;精加工切削力小,,為減少摩擦,提高加工表面質(zhì)量,,可取大一點(diǎn)的后角,;
2.粗加工時(shí),切削力大,,為保證刃口的強(qiáng)度,,可取小一點(diǎn)的后角;精加工切削力小,,為減少摩擦,,提高加工表面質(zhì)量,可取小一點(diǎn)的后角,;
3.高速鋼刀具后角可比鎢鋼刀具后角大2~3度,;
4.當(dāng)銑刀的徑向磨損會(huì)影響加工精度時(shí),如鍵槽銑刀的圓周齒磨損后,,直徑減少,直接影響鍵槽的寬度,,后角應(yīng)適當(dāng)減少(一般為8度),。
5.銑刀刀齒后面與工件的摩擦是再切削速度方向,并且切削厚度比一般車削小,,所以磨損主要發(fā)生在后刀面上,,因此適當(dāng)增大銑刀后角,可減少磨損,。
1.加工塑性大或彈性大的材料,,為減少后刀面之間的摩擦,取大后角,;加工高強(qiáng)度,、高硬度工件,為保證刃口強(qiáng)度,,應(yīng)取較小的后角,;精加工切削力小,,為減少摩擦,提高加工表面質(zhì)量,,可取大一點(diǎn)的后角,;
2.粗加工時(shí),切削力大,,為保證刃口的強(qiáng)度,,可取小一點(diǎn)的后角;精加工切削力小,,為減少摩擦,,提高加工表面質(zhì)量,可取小一點(diǎn)的后角,;
3.高速鋼刀具后角可比鎢鋼刀具后角大2~3度,;
4.當(dāng)銑刀的徑向磨損會(huì)影響加工精度時(shí),如鍵槽銑刀的圓周齒磨損后,,直徑減少,直接影響鍵槽的寬度,,后角應(yīng)適當(dāng)減少(一般為8度),。
5.銑刀刀齒后面與工件的摩擦是再切削速度方向,并且切削厚度比一般車削小,,所以磨損主要發(fā)生在后刀面上,,因此適當(dāng)增大銑刀后角,可減少磨損,。
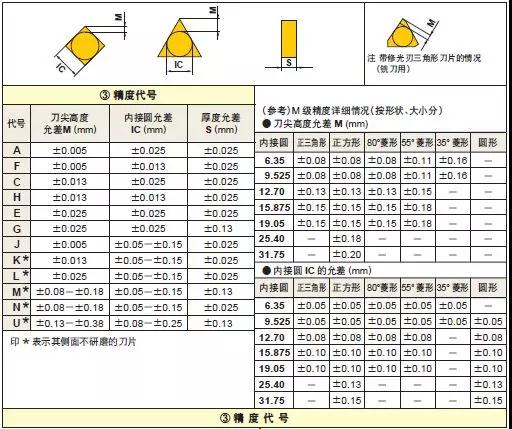
3.刀片 - 精度代號(hào)
一般粗加工/半精加工/精加工刀片都是M級(jí),,精密加工用刀片/超硬刀片一般都是G級(jí),PS: F: Finishing,精加工 M: Middle Finishing,半精加工 R: Roughing,粗加工
4.刀片 - 槽孔代號(hào)
樣本中的刀片一般分為兩種(單面/雙面),,專業(yè)名詞非對(duì)稱斷屑槽(AGT),,對(duì)稱斷屑槽(SGT),在普遍斷屑槽中,最常見得是溝槽型[通過設(shè)置在前刀面的斷屑溝槽來實(shí)現(xiàn)]和阻塞型[在前刀面設(shè)置障礙物來斷屑],,溝槽型斷屑槽可以通過研磨或者通過壓制和燒結(jié)而成,,阻塞型斷屑槽的斷屑能力范圍不是特別廣,目前應(yīng)用少,,這里就不詳細(xì)說了,。
按照加工精度斷屑槽一般分為三種類型:
1.一般用途(半精加工)的刀片斷屑槽型:這種斷屑槽考慮了最佳進(jìn)給量,吃刀量范圍和實(shí)際切削條件的最佳匹配,,因?yàn)檫@些推薦的范圍都是在考慮了所有的加工變量的實(shí)驗(yàn)基礎(chǔ)上建立的,,所以在其范圍內(nèi)的操作能確保良好的斷屑槽特性,如良好的斷屑性,,可靠性,。
2.重型切削刀片的斷屑槽型:單面斷屑槽刀片不用考慮雙面都要有定位面的問題,,因此其幾何形狀的選擇范圍廣,適用于強(qiáng)力進(jìn)給和金屬切除率大的切削條件,。這些刀片的槽型設(shè)計(jì)單元保證了獲得較大金屬切除率而不會(huì)是減小刀具剛度和刃口強(qiáng)度,。
3.精加工刀盤和輕型刀片的斷屑槽型:在低速進(jìn)給和吃刀量小的條件下,選擇輕型斷屑槽,。它一般是窄深槽型,,這種斷屑槽將在更薄,更難折斷的切屑上增加斷裂應(yīng)變,。通過它進(jìn)行斷屑控制時(shí)將產(chǎn)生比較理想的粗糙度和可靠的刀具壽命,。
1.一般用途(半精加工)的刀片斷屑槽型:這種斷屑槽考慮了最佳進(jìn)給量,吃刀量范圍和實(shí)際切削條件的最佳匹配,,因?yàn)檫@些推薦的范圍都是在考慮了所有的加工變量的實(shí)驗(yàn)基礎(chǔ)上建立的,,所以在其范圍內(nèi)的操作能確保良好的斷屑槽特性,如良好的斷屑性,,可靠性,。
2.重型切削刀片的斷屑槽型:單面斷屑槽刀片不用考慮雙面都要有定位面的問題,,因此其幾何形狀的選擇范圍廣,適用于強(qiáng)力進(jìn)給和金屬切除率大的切削條件,。這些刀片的槽型設(shè)計(jì)單元保證了獲得較大金屬切除率而不會(huì)是減小刀具剛度和刃口強(qiáng)度,。
3.精加工刀盤和輕型刀片的斷屑槽型:在低速進(jìn)給和吃刀量小的條件下,選擇輕型斷屑槽,。它一般是窄深槽型,,這種斷屑槽將在更薄,更難折斷的切屑上增加斷裂應(yīng)變,。通過它進(jìn)行斷屑控制時(shí)將產(chǎn)生比較理想的粗糙度和可靠的刀具壽命,。

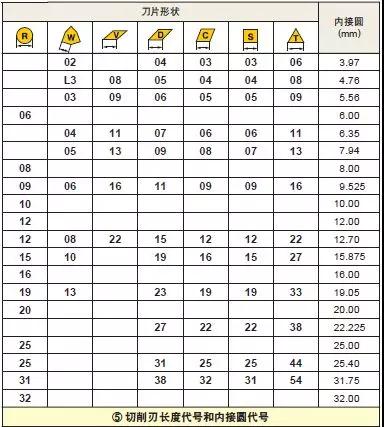
5.刀片 - 切削刃/內(nèi)接圓代號(hào)
以圖片的方式展示切削刃長度及對(duì)加工的影響(見下圖)
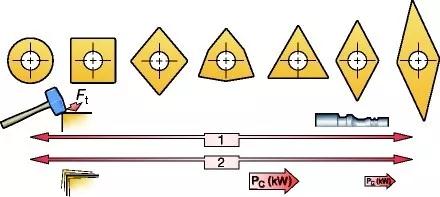
1.指示切削刃強(qiáng)度。越往左側(cè)刀尖角越大,,強(qiáng)度越高往右側(cè)刀片的多樣性和可達(dá)性越好,。
2.指示往左側(cè)振動(dòng)趨勢(shì)增加,往右側(cè)所需的功率減少,。
2.指示往左側(cè)振動(dòng)趨勢(shì)增加,往右側(cè)所需的功率減少,。
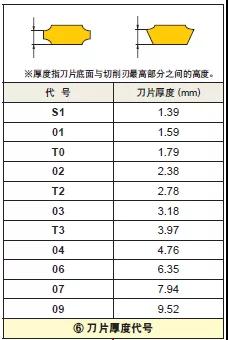
6.刀片 - 刀片厚度代號(hào)
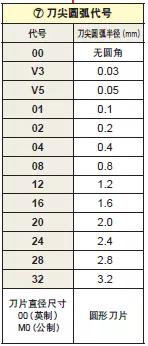
7.刀片 - 刀尖圓弧代號(hào)
刀尖圓弧以下稱為R角,,R角大小對(duì)已加工表面的殘留面積高度有直接影響。增大R角可以減小已加工表面的殘留面積高度,。但可能對(duì)切削過程的其他方面產(chǎn)生負(fù)面影響,。例如對(duì)于同一種形狀和槽型的刀片,當(dāng)?shù)都釸角增大后,,在小切深時(shí),,切屑不容易折斷,即使對(duì)于實(shí)際已加工表面粗糙度,,雖然從理論上說,,R角增大可以減少殘留面積高度,從而獲得較好的表面粗糙度,,但是R角增大后帶來了振動(dòng),,可能反而使加工表面粗糙度加工不佳。
8.刀片 - 刃口處理代號(hào)
常見的刀片刃口處理形式:倒棱加圓化,、倒棱,、圓化、即不倒棱也不圓化 ,。
以下是小編匯總的幾種刃口常出現(xiàn)的問題和應(yīng)對(duì)措施:
1.刃口磨損-措施:提高進(jìn)給量,;降低切削速度;使用更耐磨的刀片材質(zhì),;使用涂層刀片,。
2.崩碎-措施:使用韌性更好的材質(zhì);使用刃口強(qiáng)化的刀片,;檢查工藝系統(tǒng)的剛性,;加大主偏角,。
3.熱變形-措施:降低切削速度;減少進(jìn)給,;減少切深,;使用更具熱硬性的材質(zhì)。
4.切深處破損-措施:改變主偏角,;刃口強(qiáng)化,;更換刀片材質(zhì)。
5.熱裂紋-措施:正確使用冷卻液,;降低切削速度,;減少進(jìn)給;使用涂層刀片,。
6.積屑-措施:提高切削速度,;提高進(jìn)給;使用涂層刀片或金屬陶瓷刀片,;使用冷卻液,;使刃口更鋒利。
7.月牙洼磨-措施:降低切削速度,;降低進(jìn)給,;使用涂層刀片或金屬陶瓷刀片;使用冷卻液,。
8.斷裂-措施:使用韌性更好的材質(zhì)或槽型;減少進(jìn)給,;減少切深,;檢查工藝系統(tǒng)的剛性。
PS:通常當(dāng)后刀面磨損達(dá)0.7毫米時(shí),,應(yīng)更換刀片刃口,;精加工時(shí)最大磨損量為0.04毫米.
以下是小編匯總的幾種刃口常出現(xiàn)的問題和應(yīng)對(duì)措施:
1.刃口磨損-措施:提高進(jìn)給量,;降低切削速度;使用更耐磨的刀片材質(zhì),;使用涂層刀片,。
2.崩碎-措施:使用韌性更好的材質(zhì);使用刃口強(qiáng)化的刀片,;檢查工藝系統(tǒng)的剛性,;加大主偏角,。
3.熱變形-措施:降低切削速度;減少進(jìn)給,;減少切深,;使用更具熱硬性的材質(zhì)。
4.切深處破損-措施:改變主偏角,;刃口強(qiáng)化,;更換刀片材質(zhì)。
5.熱裂紋-措施:正確使用冷卻液,;降低切削速度,;減少進(jìn)給;使用涂層刀片,。
6.積屑-措施:提高切削速度,;提高進(jìn)給;使用涂層刀片或金屬陶瓷刀片,;使用冷卻液,;使刃口更鋒利。
7.月牙洼磨-措施:降低切削速度,;降低進(jìn)給,;使用涂層刀片或金屬陶瓷刀片;使用冷卻液,。
8.斷裂-措施:使用韌性更好的材質(zhì)或槽型;減少進(jìn)給,;減少切深,;檢查工藝系統(tǒng)的剛性。
PS:通常當(dāng)后刀面磨損達(dá)0.7毫米時(shí),,應(yīng)更換刀片刃口,;精加工時(shí)最大磨損量為0.04毫米.

9.刀片 - 切削方向代號(hào)

10.刀片斷屑槽代號(hào):
因?yàn)槊總€(gè)廠家對(duì)槽型的理解不同所以在各樣本中列出的形式也不同,本文僅以三菱為例.
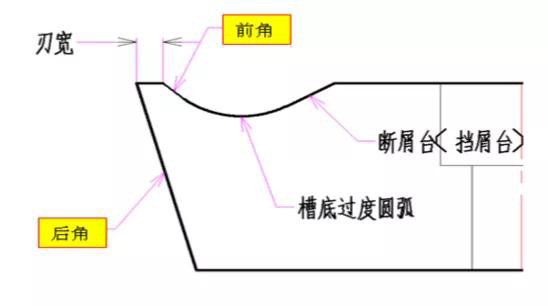
斷屑槽意義:是切削能按照預(yù)先設(shè)定的方向,,進(jìn)行卷曲流動(dòng)或者折斷,,使其形成可接受的良好切屑,從而實(shí)現(xiàn)對(duì)鐵屑的有效控制和材料優(yōu)化,,有效控制刀具鋒利程度,,以保證刀具的耐磨性能,切削力和刀尖強(qiáng)度到達(dá)最佳效果,。如圖:
斷屑槽意義:是切削能按照預(yù)先設(shè)定的方向,,進(jìn)行卷曲流動(dòng)或者折斷,,使其形成可接受的良好切屑,從而實(shí)現(xiàn)對(duì)鐵屑的有效控制和材料優(yōu)化,,有效控制刀具鋒利程度,,以保證刀具的耐磨性能,切削力和刀尖強(qiáng)度到達(dá)最佳效果,。如圖: