



















































































































































企業(yè)動(dòng)態(tài)2024-12-27
摘要:螺紋孔加工目前主要采用兩種方式:絲錐攻螺紋和螺紋銑削,。傳統(tǒng)的螺紋加工方式采用絲錐攻螺紋,,在現(xiàn)代的螺紋加工中,已逐步采用螺紋銑削方式替代傳統(tǒng)加工方式,。本文對(duì)兩種加工方式進(jìn)行介紹和對(duì)比,,以便在實(shí)際加工和生產(chǎn)中選擇最佳的加工方法,,節(jié)約資源,減少浪費(fèi),。
1.傳統(tǒng)的螺紋加工方式
絲錐是加工中,、小尺寸內(nèi)螺紋的刀具,沿軸向開(kāi)有溝槽,。它結(jié)構(gòu)簡(jiǎn)單,使用方便,,既可手工操作,,也可以在機(jī)床上工作,在生產(chǎn)中應(yīng)用非常廣泛,。對(duì)于小尺寸的內(nèi) 螺紋來(lái)說(shuō),,絲維幾乎是唯一的加工刀具。攻螺紋屬于比較困難的加工工序,,因?yàn)榻z錐幾乎是被埋在工件中進(jìn)行切削,,其每齒的加工負(fù)荷比其他刀具都要大,并且絲錐 沿著螺紋與工件接觸面非常大,,切削螺紋時(shí)它必須容納并排除切屑,。絲錐根據(jù)形狀分為直槽絲錐、螺旋槽絲錐和螺尖絲錐(先端絲錐),。
(1)直槽絲錐的特點(diǎn)及應(yīng)用,。直槽絲錐如圖1所示,其一般用于碳素鋼,、合金鋼及非鐵金屬,。其特點(diǎn)是通用性最強(qiáng),通孔或不通孔,、有色金屬或黑色金屬均可加工,,價(jià)格也最便宜。其刃部強(qiáng)度好,, 修磨容易,,加工時(shí)切削轉(zhuǎn)矩較大,斷屑,、排屑能力較差,;切削錐部分可以有2、4及6牙,,短錐用于不通孔,,長(zhǎng)錐用于通孔。只要底孔足夠深,,就應(yīng)盡量選用切削錐 長(zhǎng)一些的,,這樣分擔(dān)切削負(fù)荷的齒多一些,,使用壽命也長(zhǎng)一些。

(2)螺旋槽絲錐的特點(diǎn)及應(yīng)用,。螺 旋槽絲錐如圖2所示,,其比較適合加工不通孔螺紋,加工時(shí)切屑向后排出,。由于螺旋角的緣故,,絲錐實(shí)際切削前角會(huì)隨螺旋角增大而加大。加工黑色金屬絲錐,,螺旋 角選小值,,一般在30o左右,保證螺旋齒的強(qiáng)度,;加工有色金屬絲錐,,螺旋角選大值,可在45o左右,,切削鋒利一些,。其特點(diǎn)是螺旋槽絲錐成螺旋形,螺旋絲錐 在攻螺紋時(shí),,以其螺旋槽的上升旋轉(zhuǎn)作用能輕易地把切屑排出孔外,,以免切屑?xì)埩艋蚨氯跍喜蹆?nèi),而造成絲錐折斷,,刃部崩裂,,因此能延長(zhǎng)絲錐的壽命并能加工出 最高精度的螺紋,切削速度可較直槽絲錐提高30%~50%,,且一般用一支絲錐就能完成螺紋孔的加工,。

(3)螺尖絲錐的特點(diǎn)及應(yīng)用。螺 尖絲錐如圖3所示,,其加工有色金屬,、不銹鋼及黑色金屬效果很好,通孔螺紋應(yīng)優(yōu)先采用螺尖絲錐,。其特點(diǎn)是螺尖絲錐的心部尺寸設(shè)計(jì)比較大,,強(qiáng)度較好,可承受較 大的切削力,。因前端鋒刃槽部有特殊的槍膛刃槽設(shè)計(jì),,所以排屑容易,扭力小,、精度穩(wěn)定,,使絲錐壽命更長(zhǎng)。由于螺尖絲錐具有旋轉(zhuǎn)排出切屑的功能,,除可保持溝槽 的清潔從而減少切削時(shí)的抗力外,,還能避免切屑堵塞而造成絲錐的損害,,因此螺尖絲錐可采用比一般的手用絲錐更快的速度來(lái)切削高精密的螺紋。加工螺紋時(shí)切屑向前排出,。

?
2.現(xiàn)代的螺紋加工方式——螺紋銑削
(1)螺紋銑削的特點(diǎn)及應(yīng)用,。作為一種新型的螺紋加工工藝,螺紋銑削與攻螺紋相比有著獨(dú)有的優(yōu)勢(shì)和更廣泛,、靈活的使用方式及應(yīng)用場(chǎng)合,。具體如下:①加工效率高。②表面質(zhì)量及尺寸精度高,。③穩(wěn)定性好,,安全可靠。④應(yīng)用范圍廣,。
螺紋銑削是一種用途廣泛的、新型的先進(jìn)加工技術(shù),,但是它也有局限性:①需要使用三軸聯(lián)動(dòng)的數(shù)控機(jī)床,。②盡管在批量加工中它的成本比絲錐更低,但單個(gè)的螺紋銑刀比絲錐昂貴,。③螺紋銑削的程序編制比較麻煩,,這也是限制其大范圍應(yīng)用的重要因素之一。
(2)螺紋銑刀的選用,。隨 著數(shù)控機(jī)床的普及,,螺紋銑削加工技術(shù)在機(jī)械制造業(yè)的應(yīng)用越來(lái)越多。螺紋銑削是通過(guò)數(shù)控機(jī)床的三軸聯(lián)動(dòng),,利用螺紋銑刀進(jìn)行螺旋插補(bǔ)銑削而形成螺紋,,刀具在水 平面上每作一周圓周運(yùn)動(dòng),在垂直面內(nèi)則直線移動(dòng)一個(gè)螺距,。目前使用的各種螺紋銑削刀具種類很多,,幾種常見(jiàn)的螺紋銑刀特點(diǎn)如下。
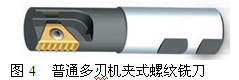
普通機(jī)夾式螺紋銑刀,。機(jī)夾式螺紋銑刀主要用于銑削較大直徑的內(nèi)螺紋,,也可銑削外螺紋。由于該刀片易于制造,,價(jià)格較低,,但抗沖擊性能較整體螺紋銑刀稍差。 因此,,該刀具常推薦用于加工鋁合金材料,,其結(jié)構(gòu)與普通機(jī)夾式銑刀類似,由可重復(fù)使用刀桿和可方便更換的刀片組成,。在選擇機(jī)夾式螺紋銑刀時(shí),,應(yīng)根據(jù)被加工螺 紋的直徑,、深度和工件材料等因素,盡量選用直徑較大的刀桿和適當(dāng)?shù)镀牟馁|(zhì),。普通多刃機(jī)夾式螺紋銑刀如圖4所示,。
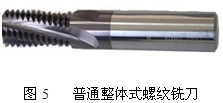
普通整體式螺紋銑刀。整體式螺紋銑刀如圖5所示,,大多采用整體硬質(zhì)合金材料制造,,有些還采用了涂層。整體式螺紋銑刀結(jié)構(gòu)緊湊,,比較適合加工中,、小直徑的 螺紋,也有用于加工錐螺紋的整體式螺紋銑刀,。此類刀具剛性較好,,特別是帶螺旋槽的整體式螺紋銑刀,在加工高硬度材料時(shí)可有效降低切削負(fù)荷,,提高加工效率,。 整體式螺紋銑刀的切削刃上布滿螺紋加工齒,沿螺旋線加工一周即可完成整個(gè)螺紋加工,,無(wú)需像機(jī)夾式刀具那樣分層加工,,因此加工效率較高,但價(jià)格也相對(duì)較貴,。 該類絲錐常用于中小直徑螺紋的加工,。
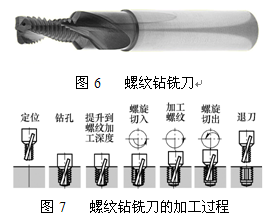
螺紋鉆銑刀。螺紋鉆銑刀(見(jiàn)圖6)由整體硬質(zhì)合金制成,,是一種中小直徑內(nèi)螺紋高效加工刀具,。螺紋鉆銑刀可一次完成鉆螺紋底孔、孔口倒角和內(nèi)螺紋加工,,減少了刀具使用數(shù)量,。但這種刀具的缺點(diǎn)是通用性差,價(jià)格也比較昂貴,。該刀具由頭部的鉆削部分,、中間的螺紋銑削部分及切削刃根部的倒角刃三部分組成。鉆削部分 直徑就是刀具所能加工螺紋的底徑,。螺紋加工過(guò)程如圖7所示,。受鉆削部分直徑的限制,一把螺紋鉆銑刀只能加工一種規(guī)格的內(nèi)螺紋,。在選用螺紋鉆銑刀時(shí),,不但要 考慮被加工螺紋孔規(guī)格,還應(yīng)注意刀具有效加工長(zhǎng)度與被加工孔深度的匹配,,否則不能實(shí)現(xiàn)倒角功能,。
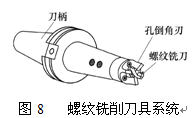
螺紋銑削刀具系統(tǒng),。系統(tǒng)通用性與高效性是螺紋銑刀的一個(gè)突出矛盾,一些具有復(fù)合功能的刀具(如螺紋鉆銑刀)加工效率高但通用性較差,,而通用性好的刀具效 率往往又不高,。為解決這一問(wèn)題,開(kāi)發(fā)了模塊化的螺紋銑削刀具系統(tǒng)(見(jiàn)圖8),,該刀具統(tǒng)一由刀柄,、锪孔倒角刃及通用螺紋銑刀組成,可根據(jù)加工要求選擇不同類 型的锪孔倒角刃和螺紋銑刀,。這種刀具系統(tǒng)通用性好,,加工效率高,但刀具成本較高,。
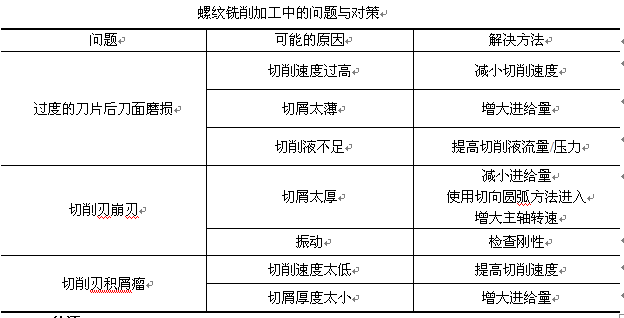
(3)螺紋銑削問(wèn)題與解決方案,。螺紋銑刀和其他銑刀一樣,在銑削加工過(guò)程中會(huì)遇到刀片磨損,、崩刃及積屑瘤等現(xiàn)象,,附表為螺紋銑削加工中常見(jiàn)的幾個(gè)問(wèn)題及相應(yīng)的解決方案。
?
3.結(jié)語(yǔ)
?
本文基于螺紋孔加工的兩種加工方式來(lái)對(duì)加工螺紋時(shí)刀具的選用進(jìn)行分析,,主要介紹了每種螺紋孔加工刀具的特點(diǎn),、刀具的性能以及適用的場(chǎng)合,。傳統(tǒng)加工和現(xiàn)代 加工螺紋的兩種方式各有優(yōu)缺點(diǎn),。傳統(tǒng)的螺紋加工方式雖然精度低、刀具易磨損,,但是實(shí)用性高,;現(xiàn)代的螺紋加工方式表面質(zhì)量和精度高,但加工成本昂貴,、數(shù)控編程繁瑣,,在實(shí)際生產(chǎn)和加工中應(yīng)該綜合考慮,從工藝性,、使用性及經(jīng)濟(jì)性等多方面進(jìn)行優(yōu)選,,從而提高加工效率,降低成本,,制造出優(yōu)質(zhì),、精度高的螺紋孔。






