技術中心2024-12-31
什么是余擺線銑削,?
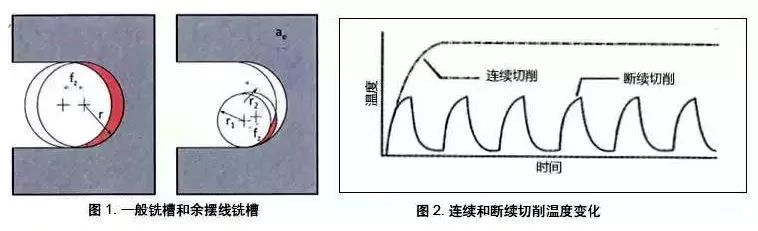
立銑刀多用于平面,、槽和復雜型面的加工,與車削不同,,在這些零件的槽和復雜型面的加工中,,銑削的路徑設計與選擇也非常重要,。如一般方法的銑槽,,同時加工的圓弧接觸角最大可達到180o,散熱條件差,,加工中溫度急劇上升,。而如果改變切削路徑,讓銑刀一面自轉(zhuǎn)一面公轉(zhuǎn),,這樣就減少了接觸角和每轉(zhuǎn)切除量,,可使切削力和切削溫度下降,刀具壽命延長,。從而可以較長時間地持續(xù)進行切削,,如(圖1)就稱為余擺線銑削。
其優(yōu)點在于降低了切削難度,,保證了加工質(zhì)量,,合理選擇切削參數(shù)尚可提高效率并降低成本,尤其在耐熱合金,、高硬材料等難加工材料的加工時,,更可顯著發(fā)揮其作用,并具有很大的發(fā)展?jié)撃?,這或許也是業(yè)界越來越重視和選擇余擺線銑加工方法的原因,。
余擺線銑削的技術優(yōu)勢
余擺線亦稱次擺線,、延長外擺線,,即動圓延一定直線作無滑動的滾動時,動圓外或內(nèi)一點的軌跡,。它又可稱長(短)幅旋輪線,。余擺線加工就是用直徑比槽寬小的立銑刀,以其側(cè)面將一半圓弧的槽加工變?yōu)樾〔糠謭A弧進行的側(cè)面加工,,可加工各種槽和型面型腔等,。這樣,理論上一把立銑刀可以加工比它大的任意尺寸的槽和型面,,還可方便地進行一系列產(chǎn)品的加工,。
隨著計算機數(shù)控技術的發(fā)展和應用,,銑削路徑的可控,、切削參數(shù)的優(yōu)選,以及余擺線銑削存在的多方面潛力,,正被更多地采用和發(fā)揮,。并得到航空航天、交通運輸設備和工模具制造業(yè)等零部件加工業(yè)的考慮和重視,。特別在航空航天業(yè),,常用的鈦合金和鎳基耐熱合金零部件具有諸多難加工特點,包括:
高的熱強度硬度使加工中的刀具難以承受甚至發(fā)生變形,;
高的抗剪切強度,,使刀刃易于損傷;
低的熱傳導率,,使高熱不易導出切削區(qū),,該處溫度常超過1000oC,加劇了刀具磨損,;
加工時材料常熔焊在刀刃上,,生成積屑瘤。加工表面質(zhì)量差;
奧氏體基體的鎳基耐熱合金材料加工硬化現(xiàn)象嚴重,;
鎳基耐熱合金微結構中的碳化物會使刀具產(chǎn)生磨料磨損,;
鈦合金具有化學活性大,化學反應也使損傷加劇等等,。
高的抗剪切強度,,使刀刃易于損傷;
低的熱傳導率,,使高熱不易導出切削區(qū),,該處溫度常超過1000oC,加劇了刀具磨損,;
加工時材料常熔焊在刀刃上,,生成積屑瘤。加工表面質(zhì)量差;
奧氏體基體的鎳基耐熱合金材料加工硬化現(xiàn)象嚴重,;
鎳基耐熱合金微結構中的碳化物會使刀具產(chǎn)生磨料磨損,;
鈦合金具有化學活性大,化學反應也使損傷加劇等等,。
這些難點可以借助余擺線銑削技術,,使加工持續(xù)且順利地進行。
由于刀具的材料,、涂層,、幾何形狀、結構不斷地優(yōu)化,,智能化的控制系統(tǒng),、編程技術以及高速高效多功能機床等的迅速進步,高速(HSC)和高效(HPC)切削加工也達到了一個新的高度,。高速加工主要考慮速度的提高,。高效加工則不僅要考慮切削速度方面的提高,且要考慮減少輔助時間,,合理的配置各切削參數(shù),、切削路徑,進行復合加工減少工序,,提高在單位時間的金屬切除率,,同時延長刀具壽命,降低成本,,考慮環(huán)保,。
余擺線銑削的技術前景
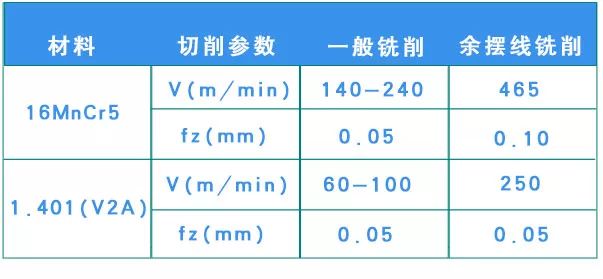
余擺線銑削在航空發(fā)動機的應用數(shù)據(jù)資料顯示(如下表),加工鈦合金Ti6242時,,單位體積刀具成本能夠下降接近50%,,加工鎳基耐熱合金因可耐爾718制零件上的槽,工時則能下降63%,,刀具的總體需求數(shù)量可下降72%,,刀具成本能夠下降61%。而加工X17CrNi16-2的工時可減少約70%,。由于這些良好的經(jīng)驗和成果,,先進的余擺線銑削方法被應用到越來越多的領域中,在一些微細精密加工的領域也得到關注,,并開始應用。